Оптоволоконный лазерный станок малого формата для резки металла XTC-6060Q/3000 Raycus



+7 (995) 888-07-04



Детальное описание
Применение
Станок прецизионной лазерной резки металла XTC-6060Q представляет собой компактный моноблок, в котором объединены прецизионный стол с приводами, лазерный излучатель и система управления и питания. Небольшие размеры позволяют использовать станок в небольших производствах и лабораториях для точной резки металлических изделий различного назначения. Применяется для изготовления корпусных панелей телефонов, фрез, кухонных плит, осветительных приборов, деталей мебели, а также аксессуаров и комплектующих прочего мелкого и крупного оборудования.
Комплектация
| Режущая голова с автофокусом |
BOCI BLT310 (Китай) |
| Сервопривод и привод |
VEICHI (Китай) |
| Источник излучения | Raycus (Китай) |
| Система ЧПУ и софт | Cypcut 2000E (Китай) |
| Водяное охлаждение - чиллер |
Hanli / S&A (Китай) |
| Пропорциональный клапан |
Aventics (Германия) |
| Электрические компоненты | Schneider (Франция) |
| Пневматические компоненты | Schneider (Франция) |
| Вентилятор |
Особенности конструкции

Защитная кабина
Станок в закрытом исполнении обеспечивает полную безопасность работы.Смотровое окно выполнено из специально защитного стекла по европейским стандартам.
Станок полностью экологичен. Дым удаляется через систему фильтров, не загрязняя атмосферу.
Мраморная столешница
Рама имеет мраморную структуру, которая имеет хорошую общую жесткость и высокую прочность; корпус балки имеет легкую конструкцию, которая имеет хорошие характеристики ускорения и точно обрабатывается портальным фрезерным станком с ЧПУ для обеспечения точного движения.
Литой алюминиевый портал
Высокопрочный литой портал 5-го поколения изготовлен из авиационного алюминия. Данный сплав отличается повышенной прочностью, легкостью, пластичностью и стойкостью к коррозии, благодаря особой методике закалки в течение длительного времени в агрессивной атмосферной среде, которую называют «эффектом старения».Металл портала подвергается прессованию весом в 4300т. После закалки его прочность может достигать класса T6, что является показателем максимальной твердости и прочности сплава. Характеристики сплава не только существенно увеличивают срок эксплуатации портала, но и значительно увеличивают скорость обработки материала.
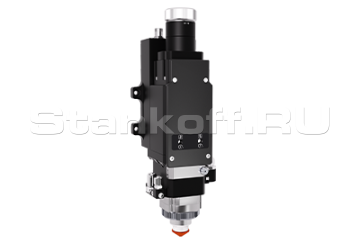
Режущая голова с автофокусом BOCI BLT310
Это интеллектуальная фокусирующая система нового поколения, разработанная компанией BOCHU (FSCUT) для высокоточной резки металлических и неметаллических материалов на волоконных лазерах мощностью до 4 кВт. Модель оснащена автоматическим управлением фокусировкой, встроенными сенсорами загрязнения и температуры, а также системой защиты оптики, что обеспечивает стабильную работу, высокую скорость и качество реза. Компактная конструкция с водяным и газовым охлаждением, поддержка интерфейсов QBH и EOC, а также возможность точной регулировки положения луча делают BLT310 оптимальным выбором для промышленных станков среднего класса.Мощность: до 4 кВт
Волоконный интерфейс: QBH, EOC
Фокусное расстояние: 150 или 200 мм
Длина волны: 1030-1090 нм
Вес: 4,5 кг

Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Сервоприводы VEICHI
Veichi является инновационной компанией в области промышленной автоматизации, имеет сильную команду разработчиков и поддерживает крепкие связи с известными университетами и исследовательскими институтами. В настоящее время Veichi принадлежит более 110 патентов в области интеллектуальной собственности и промышленных технологий, многое из которых являются ключевыми в отрасли.• Энкодер с высоким разрешением;
• Высокая скорость до 6000 об/мин;
• Низкий уровень шума и вибраций;
• Скорость теплоотдача выше, а распределение тепла более равномерное;
• Высокая надежность и высокая стабильность;
• Объем сокращен на 20%;
• Степень защиты IP65.

Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Пропорциональный клапан Aventics
Высокоэффективный и экономичный пропорциональный клапан с цифровым управлением, который идеально подходит для регулирования давления. Отличается компактным размером и простой в использовании модульной конструкцией. Клапан имеет низкое энергопотребление и малое время отклика.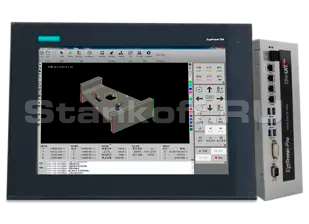
Система управления FSCUT2000E
Система ЧПУ для лазерной резки средней мощности (1–4 кВт) на базе шины EtherCAT. Она интегрирует управление движением, управление лазером и вспомогательными устройствами, упрощая настройку и эксплуатацию. Система поддерживает функции умного вырезания (One-Path FlyCut), автоматического отслеживания высоты, автоматического отслеживания зазора, Smooth MicroJoint, автоматический поиск края листа и быстрый отрез (Quick CutOff). В ПО CypCut (или CypCutE) реализован удобный интерфейс с поддержкой параметрических настроек, статистики и управления задачами резки. Система позиционирования отличается высокой точностью и стабильностью, что делает её подходящей для прецизионной резки листового металла.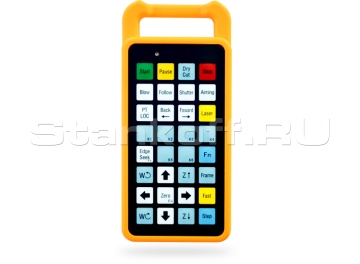
Дистанционный пульт управления
Позволяет оператору выполнять наиболее востребованные действия, не подходя к ЧПУ. Запуск/остановка программ, обратный ход, увеличение/уменьшение фокусного расстояния, изменение скорости подачи. Позволяет сократить время позиционирования режущей головы на 30%. Дает возможность контролировать раскрой и оперативно реагировать при необходимости.
Водяной чиллер
Автоматический чиллер для охлаждения излучателей лазерных станков.Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.

Вытяжной вентилятор
Вытяжной вентилятор используется для удаления газов горения. Для подключения вентилятора необходимо предусмотреть удаленное выключение. Если в помещении предусмотрена система очистки воздуха, можно подключить вентилятор к этой системе.Расходники
| Название | Расход, шт./месяц | Срок службы, моточасы | В комплекте, шт. |
| Сопло | 1-2 | 500 | 10 |
| Защитное стекло | 2 | 500 | 1 |
| Фокусирующая линза | 0,1 | 1500-2000 | 1 |
| Керамическое кольцо | 0,08 | 4000 | 1 |
Получаемые изделия




Преимущества
- Низкая стоимость и низкие эксплуатационные расходы:
экономия энергии и экологичность. Коэффициент фотоэлектрического преобразования составляет 25% — 30%. Расход электроэнергии составляет 20%—30% от общего расхода станка с СО2 лазерами. Волоконная линия передачи не требует отражающей линзы, тем самым снижая расходы на техобслуживание и текущий ремонт;
- Идеальный промышленный дизайн
в соответствии с современными требованиями эргономики. Компактная конструкция, легко адаптируемая к производственным требованиям. Все установки спроектированы с помощью CAD, CAM и CAE – это технологии, состоящие в использовании компьютерных систем для анализа геометрии, моделирования и изучения поведения продукта для усовершенствования и оптимизации его конструкции;
- Простая программа
для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого с помощью ЧПУ изделия;
- Высокая производительность
высокая скорость резки, качественный рез, быстрая перенастройка на различные толщины;
- Легкость в использовании и безопасность:
простая и безопасная система смены сопел с сохранением центрирования луча, быстрая замена защитного стекла, автоматический контроль высоты резки, система аварийного оповещения;
- Доступность запасных частей
Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 1500Вт | 2000Вт | 3000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | ||
Углеродистая (Кислород) |
1 | 20 | 25 | 28-35 |
| 2 | 5 | 9 | 16-20 | |
| 3 | 3,6 | 4,2 | 3,2-3,6 | |
| 4 | 2,5 | 3 | 3-3,2 | |
| 5 | 1,8 | 2,2 | 2,7-3 | |
| 6 | 1,4 | 1,8 | 2,2-2,25 | |
Нержавеющая (Азот) |
1 | 20 | 28 | 28-35 |
| 2 | 7 | 10 | 18-24 | |
| 3 | 4,5 | 5 | 7-8 | |
| 4 | 2,5 | 3 | 5-6,5 | |
| 5 | 1,5 | 2 | 3-3,6 | |
| 6 | 0,8 | 1,5 | 2-2,7 | |
Качество газов
| Тип газа | Качество | Чистота газа,% | Содерж-е азота и аргона(N2 +Ar),‰ | Содерж-е воды (H2O),‰ |
| Кислород O2 | 3,5 | ≥99,95 | ≤500 | ≤5 |
| Тип газа | Качество | Чистота газа,% | Содерж-е кислорода(O2),‰ | Содерж-е воды (H2O),‰ |
| Азот N2 | 4,5 | ≥99,995 | ≤10 | ≤5 |
| Азот N2 | 5 | ≥99,999 | ≤3 | ≤5 |
Требования к условиям работы
| Электричество | Напряжение тока: 380V Частота: 50 Гц Стабильность напряжения + 5% Регулирование напряжения: <2% |
| Вспомогательный газ | Очищенный сухой сжатый воздух: Кислород (O2) особой чистоты и Азот (N2) чистотой не менее 99,9% |
| Прибор для сжатия воздуха | Давление 14 бар Объем 1 м³ |
| Температура | Диапазон температур в пределах 15-35°C. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. |
| Влажность | Температура точки росы воздуха должна быть менее 10° для предотвращения процессов конденсации в охлажденных частях машины. |
| Фундамент | Фундамент для станка должен быть ровным и без вибраций |
| Листовой металл | Однородный, ровный и чистый |
Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
| Мощность лазера | 3000 Вт |
| Лазерный источник | Raycus |
| Длина волн | 1080 Нм |
| Качество луча | <0,373 мрад |
| Срок службы лазерного источника | 100 000 моточасов |
| Обрабатываемая площадь (X,Y) | 610x610 мм |
| Ход по оси Z | 50 мм |
| Макс. скорость холостого хода | 60 м/мин |
| Ускорение | 1.0G |
| Точность позиционирования (X,Y,Z) | ±0,003 мм |
| Питание | 3 фазы 380В 50/60 Гц |
| Рабочая температура | 15 - 35 °C |
| Рабочая влажность | <75 % |
| Мощность сервоприводов | X - 780 Вт, Y - 750 Вт, Z - 300 Вт |
| Графические форматы | DXF, PLT, Ai, LXD, GBX и др |
| Исполнение | закрытое |
| Габариты | 2180×1610×2000 мм |
| Вес | 1800 кг |
Похожие товары



Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770