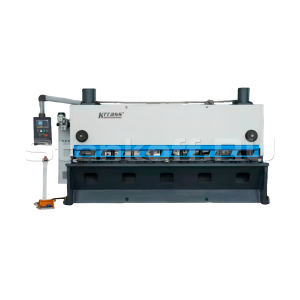
Гидравлическая гильотина QC12K-8x3200






+7 (995) 888-07-13



Детальное описание
Гидравлическая гильотина QC12K-8x3200 с маятниковым ножом представляют собой высокотехнологичное решение для эффективной резки листового металла. Благодаря усовершенствованной конструкции с уменьшенным углом реза, оборудование обеспечивает высокую точность, минимальное кручение заготовки и чистую линию реза даже при работе с тонкими листами. Благодаря усиленной станине и качественным компонентам превосходит конкурентные решения по прочности, долговечности и стабильности.
Принцип работы
Комплектующие
| Система ЧПУ | Estun E21s (Китай) |
| Электрооборудование | Schneider Electric (Франция) |
| Главный электродвигатель | Siemens (Германия) |
| Задний упор | Тайвань |
| Ременная передача | Тайвань |
| Шкив | Тайвань |
| Частотный преобразователь | JRACDRIVE (Китай) |
| Ножная педаль | KACON (Южная Корея) |
| Гидравлическая система | Bosch Rexroth (Германия) |
| Гидронасос | Sunny (США) |
| Уплотнительные кольца | PARKER (США) / NOK (Япония) |
| Соединительные фитинги | EMB (Германия) |
| Передний защитный кожух | KRRASS (Китай) |
| Задний защитный кожух | KRRASS (Китай) |
| Задняя защитная панель | KRRASS (Китай) |
| Задний упор (ШВП) | HIWIN (Тайвань) |
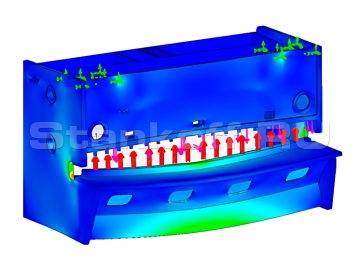
Сварная станина
Сварка станины выполняется с применением сварочного оборудования и промышленных роботов. После сварки проводится снятие внутренних напряжений методом вибрационного упрочнения.Затем станина обрабатывается на 5-осевых обрабатывающих центрах с ЧПУ для обеспечения высокой точности. Все опорные поверхности и монтажные отверстия подвергаются точной механической обработке.
Благодаря этим технологическим операциям сохраняется высокая геометрическая точность станины на протяжении всего срока службы оборудования.

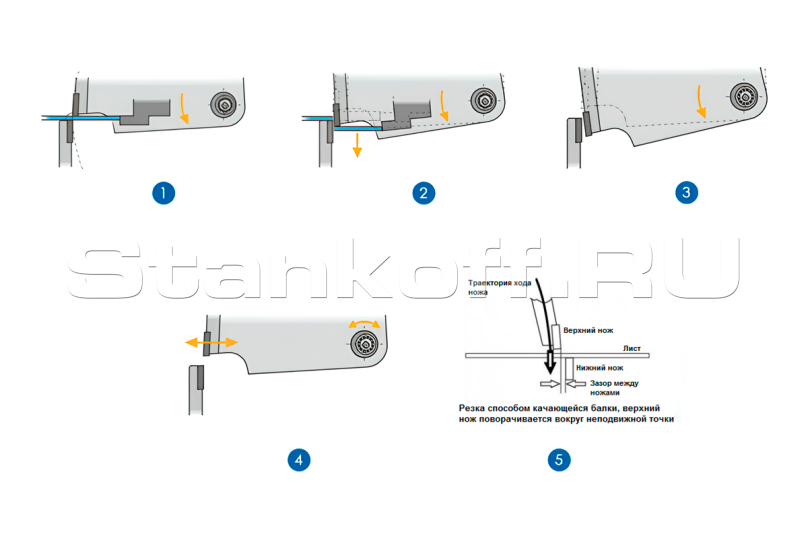
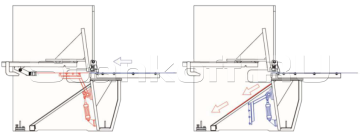
Маятниковый рез
Рез осуществляется с помощью верхней ножевой балки, которая является сварной стальной конструкцией с высокой жесткостью и использует эксцентриковую втулку в качестве точки опоры. Верхний нож совершает поворотное движение (маятниковый ход, Swing Beam) относительно неподвижной точки, приводимый в действие гидроцилиндрами через роликовые направляющие. Криволинейная опорная поверхность балки обеспечивает равномерный зазор между верхним и нижним ножом, а оптимизированный угол реза минимизирует деформацию изделия. Зазор между ножами регулируется быстро и просто, что облегчает эксплуатацию и техническое обслуживание. Такая конструкция позволяет выполнять ровный и точный рез на максимальной длине станка, снижает усилие реза, повышает качество среза и долговечность оборудования.Позволяет избежать таких дефектов, как:
• Эффект кручения
• Потеря прямолинейности
• Изгиб заготовки
• Повреждение или некачественная кромка реза

Ручная настройка зазора лезвий ножа
Механизм установки зазора между ножами в гидравлических гильотинах играет ключевую роль в обеспечении качественного и точного реза. Он позволяет оперативно настроить требуемый зазор, что критично для оптимальных режимов резания и долговечности инструмента.
ЧПУ Estun E21
• Широкий, яркий цветной дисплей, удобное программирование• Простые страницы управления
• Яркий ЖК-экран
• Управление передним/задним упором
• Функция отката
• Ограничение хода
• Ручное перемещение по всем осям
• Измерение толщины листа
• Контекстная помощь и всплывающие предупреждения
• Полное программирование деталей за считанные секунды

Главный электродвигатель Siemens
Двигатели Siemens являются приоритетным выбором для промышленных станков, где требуется максимальная надёжность, соответствие европейским стандартам и долгосрочная эксплуатация без отказов.
Ножная педаль
Педаль служит для управления гильотиной и оснащена защитным кожухом, который предотвращает случайное срабатывание вследствие падающих предметов или неосторожного контакта ногой.
Автоматизированный задний упор
NC‑контроллер перемещает моторизированный задний упор в нужную позицию методом шагового управления посредством шарико‑винтового механизма (привод ШВП)
Рабочий стол
Для обеспечения качественного реза лист перемещается по большому рабочему столу с шариковыми опорами, что облегчает его подводку в зону резки; прижимные упоры затем надёжно фиксируют заготовку перед выполнением реза.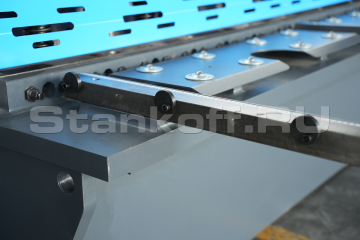
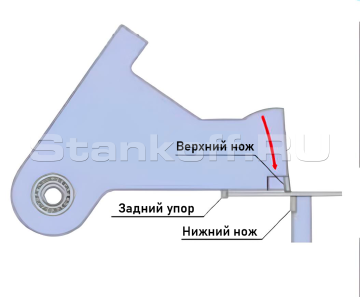
Вертикальная регулировка переднего упора
Возможность обеспечить вертикальное положение переднего упора, чтобы обеспечить правильную фиксацию и позиционирование заготовки перед резом.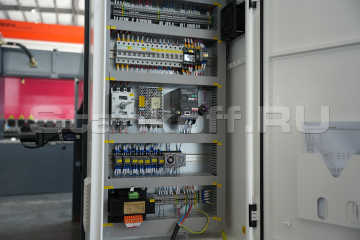
Электрические компоненты Schneider (Франция)
Известный мировой производитель электротехнического оборудования. Компоненты от Schneider Electric работают стабильно даже при нестабильном электропитании.
Гидронасос SUNNY
Обеспечивает циркуляцию и давление масла в гидросистеме, необходимой для работы всех исполнительных механизмов.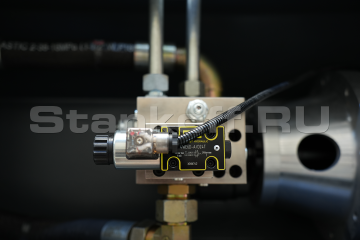
Гидравлический клапан FIRST
Управление направлением потока масла.
Задний защитный барьер
Защищает от вылета обрезков, листов или движущихся частей.Дополнительные опции

Лазерная защита рук
Предотвращает контакт гибочного инструмента с руками оператора при работе на высоких скоростях гибки. Если рука оператора оказывается в зоне гиба, то система немедленно реагирует и останавливает движение пуансона вниз, обеспечивая безопасность оператора.
Масляный охладитель
Охлаждение гидравлического масла.
Задние пневматические упоры
Поддержка листа во время и после реза. При подаче сигнала с ЧПУ или панели управления они автоматически поднимаются или опускаются.
ЧПУ DAC-360S
ЧПУ DAC-360s – это компактная и универсальная система управления, которая обеспечивает полный контроль параметров резки листового металла. Она автоматически рассчитывает и регулирует: угол и зазор реза, ход ножа, усилие зажима и реза, положение заднего/переднего упора. Система поддерживает работу с различными типами приводов (серво, AC, инвертор), оснащена удобным интерфейсом с ярким LCD-дисплеем и программной памятью до 100 программ (по 25 шагов каждая).ЧПУ DAC-360s оснащено 4,7” монохромным LCD-дисплеем, имеет встроенную память на 100 программ с возможностью до 25 шагов в каждой программе. Это позволяет оператору заранее хранить и быстро вызывать типовые циклы резки, что значительно ускоряет работу и снижает вероятность ошибок.

DAC-362T
DAC-362T — это современная сенсорная система управления гидравлическими ножницами, поддерживающая до трёх осей заднего упора. Она автоматически рассчитывает угол реза и зазор в зависимости от материала и толщины, оптимизирует длину хода для повышения производительности, обеспечивает контроль силы зажима и резки, а также измерение толщины листа. Система поддерживает серводвигатели, двухскоростные АС-моторы и управление через инвертор. Удобный сенсорный экран с числовым программированием и понятными иконками делает работу простой и интуитивной. Дополнительно доступны функции возврата в исходное положение, поддержка листа и ручное управление всеми осями.| Макс. толщина реза <450 Н/мм², мм | 8 |
| Макс. толщина реза <700 Н/мм², мм | 5 |
| Макс. длина реза, мм | 3200 |
| Глубина зева, мм | 30 |
| Угол реза, ° | 1°30′ |
| Длина ножей, мм | 3300 |
| Производительность, рез/мин | 8–10 |
| Ход заднего упора, мм | 600 |
| Скорость заднего упора, мм/с | 180 |
| Кол-во передних упоров, шт | 3 |
| Длина передних упоров, мм | 800 |
| Мощность двигателя, кВт | 7,5 |
| Объём гидробака, л | 290 |
| Габаритные параметры | |
| Длина, мм | 3860 |
| Ширина, мм | 1700 |
| Высота, мм | 1700 |
| Вес, кг | 7200 |
Похожие товары









Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770