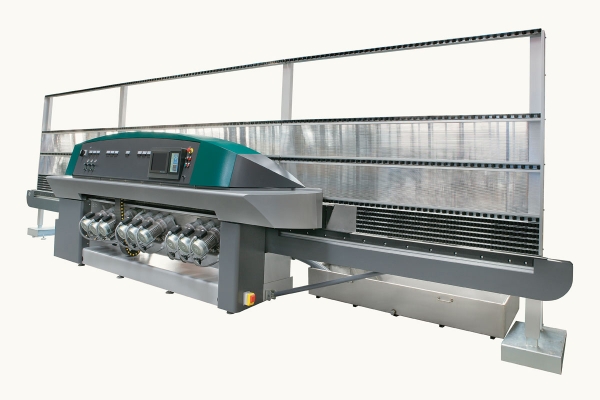
Продам Вертикальный станок для изготовления прямолинейного фацета Bottero, мод. Vision в Москве

+79163111985
Россия, Москва и Московская обл., Москва, ул.Б.Семеновская, д.40, стр.13

Детальное описание
Компания BOTTERO производит 5 различных станков для производства фацета. Различия между ними заключаются только в вариации и количестве шпинделей.
Все эти машины можно условно разделить на группы:
1) Фацет со шлифованной кромкой профиля «карандаш» – 907 P, 910 P.
2) Фацет с полированной передней фаской – 907 B, 910 B.
3) «Евро фацет» – это фацет с полированными фасками и с полированной кромкой – 913 T.
НАЗНАЧЕНИЕ:
Станок предназначен для изготовления прямолинейного фацета на стекле.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Предприятия и цеха по изготовлению стекольной продукции, в мебельном производстве в цехах стеклообработки (зеркала, стеклянные фасады, полки, витрины и др.) и предприятия строительной индустрии.
ВЫБОР СТАНКА
Компания BOTTERO производит 5 различных станков для производства фацета. Различия между ними заключаются только в вариации и количестве шпинделей.
Все эти машины можно условно разделить на группы:
1) Фацет со шлифованной кромкой профиля «карандаш» – 907 P, 910 P.
2) Фацет с полированной передней фаской – 907 B, 910 B.
3) «Евро фацет» – это фацет с полированными фасками и с полированной кромкой – 913 T.
Качество изготовления фацета во всех случаях одинаковое, но производительность в станках VISION 910B; 910P; 913T больше чем в VISION 907B; 907P из-за дополнительных кругов для шлифовки и полировки фацета.
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Станки VISION 910B; 910P; 913T обеспечивают выполнение прямолинейного фацета с углом от 3 до 45 градусов и шириной до 60 мм на заготовках стекла толщиной от 3 до 30 мм. Девять чашечных кругов для обработки фацета и управление ЧПУ обеспечивают оптимальное соотношение отличного качества обработки и высокой производительности.
Станки VISION 907B; 907P обеспечивают выполнение прямолинейного фацета с углом от 3 до 45 градусов и шириной до 55 мм на заготовках стекла толщиной от 3 до 30 мм. Шесть чашечных кругов для обработки фацета и управление ЧПУ обеспечивают оптимальное соотношение отличного качества обработки и высокой производительности.
ОПИСАНИЕ КОНСТРУКЦИИ СТАНКА
Конструктивно станок состоит из жесткой станины, на которой установлены шпиндельные узлы и конвейеры (базовый и прижимной) перемещения стеклянной заготовки внутри станка. Структура балки базового конвейера обеспечивает высокую жесткость и предотвращает любую возможность искажения прямолинейности изготовленного фацета.
Перемещение узлов станка по осям обеспечивается винтовыми передачами (винт – сталь, гайка – бронза).
Направляющие осей могут быть смазаны при помощи ручного насоса через пресс-масленки, расположенные на опорах станины (обслуживание производится легко и быстро за счет удобного расположения точек смазки).
Для изготовления качественного фацета станок должен обладать высокоточным узлом обработки стекла, способным гасить вибрацию при работе его двигателей. Конструкция шпиндельного узла BOTTERO обеспечивает: точность, жесткость и виброустойчивость.
Это достигается за счет использования:
а) Высокоточные подшипники и направляющие;
б) Чугунные элементы крепежа шпиндельного узла;
в) Металлическая подложка крепежа алмазных кругов.


Части шпинделя, находящиеся в контакте с алмазными и полирующими кругами, изготовлены из алюминия или нержавеющей стали. Все двигатели оснащены вентилятором для его охлаждения.

КОНВЕЙЕРЫ СТАНКА
В процессе обработки, заготовка стекла удерживается в станке между пластинами базового и прижимного конвейеров. Прочные металлические звенья конвейера покрыты вулканизированной резиной. Это гарантирует надежность и стабильность системы транспортирования заготовки, что необходимо для получения геометрически правильного фацета.
Рабочая поверхность звеньев (траков) базового конвейера состоит из отшлифованного резинового слоя, с максимальной погрешности ±0,01 мм., и металлической подложки. Станки опционально комплектуются агрегатом шлифовки базового конвейера для восстановления первоначальной плоскости. Стержни, соединяющие траки, изготовлены из нержавеющей стали. Такие инженерные решения позволяет увеличить срок службы механических частей конвейера, а также способствуют высокому качеству обработки при длительной и многосменной эксплуатации станка.
 |  |  |
Рабочая поверхность звеньев прижимного конвейера изготовлена из мягкой резины, чтобы обеспечить необходимое давление для удержания веса заготовки во время процесса обработки. Поверхность звеньев имеет специальную форму, которая позволяет компенсировать неточности в фактической толщине стекла.


Конструкция главного конвейера обеспечивает несущую способность 150 кг на каждый метр длины заготовки.
Система смазки звеньев и цепей конвейеров полностью автоматическая. Программное обеспечение станка сообщает оператору, если бак системы смазки пустой или если один из дозаторов забит.

Скорость подачи заготовки может изменяться в пределах от 0,4 до 6,0 м/мин. Привод конвейера осуществляется трехфазным двигателем, управляемым инвертором. Электромотор конвейера оснащен небольшим вентилятором, что обеспечивает ему постоянную температуру даже при очень малой скорости подачи во время выполнения широкого фацета. Скорость подачи можно регулировать потенциометром на пульте управления, величина скорости подачи отображается на экране компьютера станка.

Ремни входного и выходного конвейеров обеспечивают перемещение заготовок весом до 600 кг. Направляющие этих конвейеров изготовлены из полиуретана, материала с низким коэффициентом трения и высокой устойчивостью к истиранию. Шкивы привода ремней вх/вых конвейеров оснащены шарикоподшипниками, изолированных от воды.

Уже в стандартной комплектации станки оснащены приспособлениями для обработки небольших заготовок, предохраняющие руки оператора от опасности попадания между цепями главного конвейера.
ИЗГОТОВЛЕНИЕ ФАЦЕТА
Настройка станка для выполнения фацета с заданными параметрами обеспечивается независимым перемещением четырех функциональных узлов станка. Все эти перемещения контролируются системой числового контроля и оснащены потенциометрами и аналогово-цифровыми платами.
Система цифрового контроля управляет следующими параметрами:
- ТОЛЩИНА СТЕКЛА - горизонтальное перемещение балки прижимного конвейера в зависимости от толщины стекла (от 0 мм до 30 мм);
- УГОЛ ФАЦЕТА - поворот узла фацетных шпинделей для обеспечения выполнения фацета с заданной величиной угла (от 3° до 45°);
- ОСТАТОЧНАЯ КРОМКА – горизонтальное перемещение узла фацетных шпинделей для обеспечения выполнения фацета с заданной величиной остаточной кромки (от 0 мм до 30 мм);
- ВЫДВИЖНЫЕ ПРИЖИМЫ – вертикальное перемещение выдвижных прижимов для надежного закрепления небольших заготовок в зависимости их размеров (от 0 мм до 39 мм);
В зависимости от требуемых геометрических характеристик фацета и рабочих параметров, позиционирование по всем четырем осям осуществляется системой управления автоматически.
Регулировка положения каждого алмазного фацетного круга (на металлической или на бакелитовой связке) осуществляется рукоятками с гравитационными индикаторами, что позволяет производить перемещения с высокой точностью.
Шпиндели фетровых кругов (и круги обработки фасок) оснащены автоматической пневматической системой компенсации износа.

На панели управления станка расположены регуляторы давления и манометры для контроля усилия прижима каждого круга.

Программное обеспечение станка при помощи энкодера конвейера определяет положение заготовки во время рабочего цикла и активизирует пневматический привод соответствующего круга для его прижима к обрабатываемой поверхности. До того как стекло полностью выйдет из зоны работы круга, шпиндель фиксируется в положении ожидания. Такая система позволяет автоматически компенсировать износ полировального или фетрового круга.
Для замены любого круга достаточно отвернуть всего один болт, фиксирующий круг на шпинделе.
Программное обеспечение станка, при активации соответствующей функции, устанавливает подвижные узлы станка в положение для быстрой и удобной замены круга (обеспечивает максимальное пространство для удобного обслуживания).
СИСТЕМА ОБРАБОТКИ КРОМКИ (только для серии «Р»)
Процесс обрабатывания кромки производится шпинделем, оборудованным периферийным алмазным кругом.
Узел шпинделя для обработки кромки закреплен на задней балке главного конвейера. Таким образом, когда положение прижимной балки изменяется в соответствии с толщиной стекла, необходимости регулировать положение периферийного круга не возникает.
Регулировка положения периферийного круга возможна по трем осям:
- ВЫСОТА, для компенсации износа круга и изменения величины съема материала;
- УГОЛ ПОВОРОТА, для согласования величины остаточной кромки и ширины профиля круга;
- ГОРИЗОНТАЛЬНАЯ ПОЗИЦИЯ, для согласования величины остаточной кромки и положения профиля круга.
Значение УГЛА ПОВОРОТА и ГОРИЗОНТАЛЬНОЙ ПОЗИЦИИ определяется программным обеспечением станка в процессе вычисления параметров фацета.
СИСТЕМЫ ПОДАЧИ ВОДЫ И ОКСИДА ЦЕРИЯ
Подача воды на каждый круг для обработки фацета производится через две форсунки (на каждую кромку круга) это гарантирует оптимальную температуру в зоне обработки и полное удаление отходов.
Вода собирается и отстаивается в баке из нержавеющей стали объемом 500 литров (опционально 2000 литров), расположенный под выходным конвейером.
Ограждение рабочей зоны и дверки для доступа к кругам также изготовлены из нержавеющей стали (резиновые ограждения не применяются из соображений безопасности).
Бак для оксида церия имеет оптимальный объем, для обеспечения постоянной температуры смеси, что гарантирует стабильное качество полирования.

Подача оксида церия на фетровые круги производится сверху, трубки проходят через балку базового конвейера. После выключения насоса церия, система очищается от осадка, благодаря силе тяжести.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Контроль цикла обработки производится при помощи интерфейса оператора на персональном компьютере с жидкокристаллическим цветным экраном. Программное обеспечение позволяет вводить данные и управлять всеми этапами рабочего цикла станка. Система программного управления обеспечивает позиционирование стекла по всем осям в соответствии с геометрическими параметрами фацета, которые оператор задает на главной странице интерфейса программы.
Программное обеспечение контролирует и обеспечивает:
- запоминание и восстановление важных рабочих параметров;
- индикацию количества погонных метров фацета, выполненных каждым кругом;
- индикацию положения заготовок внутри станка;
- индикацию общего количества погонных метров фацета, выполненных за определенный период времени;
- индикацию информации о возможных поломках и неисправностях;
- индикацию сообщений о вводе неправильных параметров;
- управление циклом выполнения отпечатка кругов на заготовке;
- позиционирование осей станка для удобной и быстрой замены кругов;
- вычисление параметров положения периферийного круга для обработки требуемой кромки;
- вычисление рабочих параметров для выполнения двойного и тройного фацета; соединение с другими компьютерами для обмена производственной информацией.
Диафрагменная клавиатура специально разработана для использования в условиях промышленной среды и устойчива к воздействию пыли, грязи или влаги на руках оператора.
ВАЖНО
1) Станки для изготовления фацета BOTTERO также могут продолжать производство продукции даже в случае полного отказа электронной системы (ПК, платы ввода-вывода). Фактически – это дополнительный пульт с переключателями для управления в ручном режиме процессом выполнения фацета без использования электронной системы.
Примечание: устанавливается опционально.

Это приспособление гарантирует безостановочную работу станка в течение периода ожидания запасных частей для ремонта электронной системы управления.
Также может быть использован обычный офисный дисплей и клавиатура, которые нужно просто подключить к компьютеру станка.
Если ПК станка подключить к интернету, то появится возможность удаленной помощи сервисных специалистов BOTTERO.
2) Станки для изготовления фацета BOTTERO также могут быть оснащены устройством для шлифовки основного конвейера.
Примечание: устанавливается опционально.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | 907 P/B | 910 P/B | 913 T |
| Количество шпинделей, шт | 7 | 10 | 13 |
| Максимальная ширина фацета, мм | 55 | 60 | 60 |
| Толщина обрабатываемого стекла, мм | 3-30 | 3-30 | 3-30 |
| Минимальные размеры обрабатываемого стекла, мм | 40х40 | 40х40 | 40х40 |
| Скорость, м/мин | 0,4-5 | 0,4-6 | 0,4-6 |
| Мощность, кВт | 23 | 32 | 40 |
| Вес, кг | 3600 | 4600 | 5200 |
| Габаритные размеры, мм | 7700 х 1800 х 2700 | 8300 х 1800 х 2700 | 9200 х 1800 х 2700 |
Создано 17.12.2012 Изменено 17.12.2012