
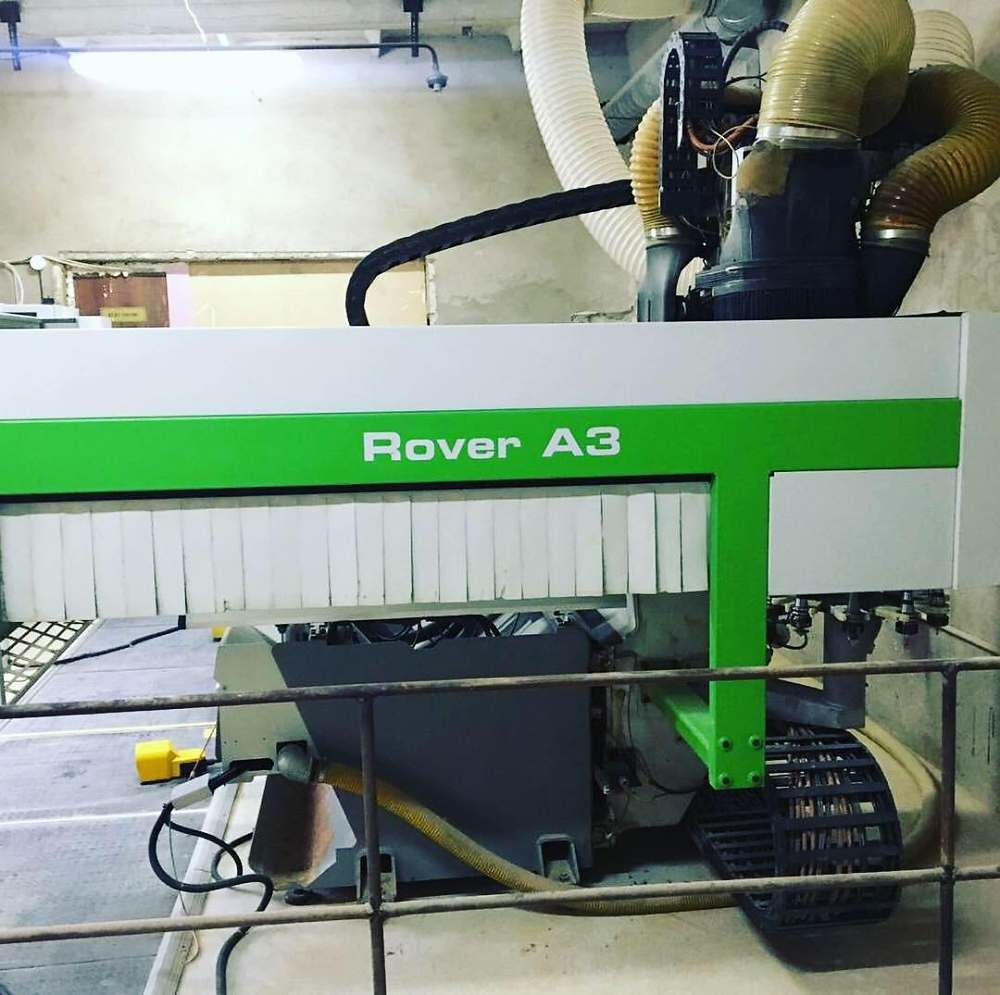
Продам Обрабатывающий центр Rover А 3.30 в отличном состоянии Б/У





Детальное описание
Продается ROVER A 3.30 - деревообрабатывающий центр с ЧПУ, б/у. Инструмент в комплекте, 8 подушек. Местонахождение - Казахстан. Почти все время работал в России. Обслуживался у официального дилера Biesse.
Проведем монтаж/демонтаж ОЦ, наладку на Вашем предприятии, помощь в транспортировке.
Рабочая зона: X = 3060 мм; Y = 1260 мм
Проход детали: Z = 150мм – Ход оси Z = 200 мм
РАБОЧАЯ ЗОНА:
6 столов ATS - L=1260 мм – 18 кареток 132х132хH41,5мм
6 упоров с ходом 115 мм – задняя рабочая станция
6 упоров с ходом 115 мм на расстоянии 1050 мм – передняя рабочая станция
4 боковых пневматических упора с ходом 115 мм (2 sx + 2 dx) с пневмосистемой.
12 вакуумных модулей 132 x 146 x 48 мм
6 вакуумных модулей 132 x 75 x 48 мм
Biesse Rover A3.30 является деревообрабатывающим центром с ЧПУ с высокими техническими возможностями и способен выполнять широкий спектр задач на самом высоком качественном уровне, при небольшом размере инвестиций.
Конструкция станка
Станина представляет собой единый элемент, выполненный из соединенных электросваркой стальных профилей большой толщины, уплотненный в нагруженных участках.
Несущая балка с перемещением в продольном направлении представляет собой единый элемент, выполненный из соединенных электросваркой стальных профилей большой толщины и ребер жесткости, которые позволяют свести к минимуму деформации, возникающие во время использования обрабатывающего центра.
Для проектирования размеров и формы элементов станка, наиболее подверженных нагрузкам, использовался программный пакет, позволяющий проводить моделирование поведение готовых элементов в рабочих условиях, выделяя наиболее подверженные нагрузкам области для усиления структуры.
Все эти характеристики гарантируют обрабатывающим центрам BIESSE максимальную жёсткость, высокую точность при эксплуатации и высокое качество обработки даже в самых тяжелых режимах.
Перемещение по осям
Ось Х:
BIESSE использует зубчатую рейку с закалёнными и шлифованными спиральными зубьями, а также высокоточный редуктор с двумя взаимно-противоположными предварительно нагруженными шестернями с целью устранения люфта при сцеплении, что обеспечивает плавность перемещений и максимальную точность позиционирования оси. Рейка и шестерни выполнены по 6-ому классу точности (норматив DIN 3962).
Ось Y и Z:
Для перемещения обрабатывающей головки в поперечном и вертикальном направлениях, BIESSE применяет решение с ходовым винтом с предварительно нагруженным башмаком для избежания люфта и гарантии точности позиционирования во времени. Привод на винт передается с помощью зубчатого ремня. Ходовые винты выполнены по классу точности ISO 5.
Управление осями
BIESSE применяет бесщеточные моторы, с цифровой передачей команд от ЧПУ, при помощи цифровой системы MECHATROLINK, которая позволяет добиться:
Большей скорости перемещения в рабочих условиях, поскольку обсчитывание траектории движения частично проводится самим приводом и не загружает ЧПУ;
Высокой точности обработки благодаря возрастанию скорости обсчета;
Высокой надежности благодаря уменьшению проводки и защите от электрических помех, возникающих в аналоговых системах;
Четкой диагностики прямо на стойке ЧПУ, с соответствующим уменьшением времени простоя.
Рабочие столы CTS ИЛИ ATS
Позволяют быстро фиксировать детали любой формы и размера и сильно сократить время оснащения. Система перемещения рабочих столов по линейным направляющим с башмаками на бесконечной шариковой опоре.
Система быстрого снятия гарантирует простую и быструю замену вакуумных модулей с захватами.
Присадочная головка включает:
14 независимых вертикальных шпинделей с межосевым расстоянием 32 мм, 7 из которых расположены в направлении X, 7 – в направлении Y;
3 независимых двухсторонних горизонтальных шпинделя с межосевым расстоянием 32 мм, 2 из которых расположены по направлению Х и 1 по направлению Y;
Циркулярная пила диам. 120 мм для выборки пазов в направлении Х (полезный распил по глубине – 25 мм);
Электрошпиндель 12 кВт (16,1 Л.С.) с переходником ISO 30
Основные характеристики:
запатентованная технология
керамические подшипники;
скорость вращения от 1.000 до 24.000 об/мин, программируемая с ЧПУ;
пневматический выход по линейной призматической направляющей на башмаках с бесконечной шариковой опорой. Три различных рабочих положения позволяют использовать агрегаты больших размеров
быстрая смена инструмента из магазина, если используется магазин смены инструмента.
ФЛАНЕЦ для подготовки разъема электрошпинделя к установке агрегатов.
Включает фланец, устанавливаемый на электрошпиндель, с 4-мя коническими гнездами для установки угловых головок с шагом 90°.
Магазин револьверного типа
Устанавливается на каретке 'X' и позволяет осуществлять смену инструмента в кратчайшее время.
Централизованная или автоматическая СИСТЕМЫ СМАЗКИ
Для облегчения проведения технического обслуживания станка предусмотрена централизованная система смазки только с 2 точками подачи.
Система позволяет в заданный со стойки ЧПУ интервал времени автоматически выводить сообщение о необходимости проведения смазки. Автоматическая Позволяет в заданный со стойки ЧПУ интервал времени автоматически подавать смазку на ходовые части станка без необходимости остановки станка и задействования оператора. Когда уровень смазки в центральном резервуаре опускается ниже минимальной отметки, выводится сообщение на стойке ЧПУ.
Числовое программное управление
Система управления XP600 на базе ПК.
Благодаря новой технологии Biesse WRT (Windows Real Time), которая расширяет функциональные возможности Windows XP для управления станком и интерфейсом пользователя в режиме реального времени, стойка ЧПУ станка находится непосредственно на ПК, что позволяет сконцентрировать все необходимое аппаратное обеспечение без использования дополнительных плат управления
Основные технические характеристики:
Контроль интерполяционных осей;
управление сигналами input/output;
выполнение в реальном времени логики станка;
полная совместимость с пакетами управляющих программ и существующими на рынке сетевыми системами;
управление устройством чтения штрих-кодов;
кнопки для включения функций станка.
Программный пакет BIESSEWORKS
Оконный графический интерфейс полностью использует правила управления, принятые ОС Windows.
Создано 27.03.2019 Изменено 17.02.2020















![Инструкция по ручной лазерной сварке [часть 2]](https://www.prostanki.com/img/partners/TIlbGCOeTWrCt1wZB21R.jpg)




![[SP.OG] JUAL CYTOTEC DI SUMENEP 082322223014 DOKTER SP.OG RESEP DOKTER](https://www.prostanki.com/img/boardpics/2024_04/KemtzCv4VLIiWHXuXOdW_reg.jpg)




