Продам Линия поперечно-клиновой прокатки WRL2509-02 шурупа путевого М24x170, ЦП 54 в Минске






+375255001523
«АМТинжиниринг» инженерный центр ООО
Беларусь, Минская обл., Минск, Минская обл., Минский р-н, аг. Острошицкий городок, ул. Ленинская, 105.

Детальное описание
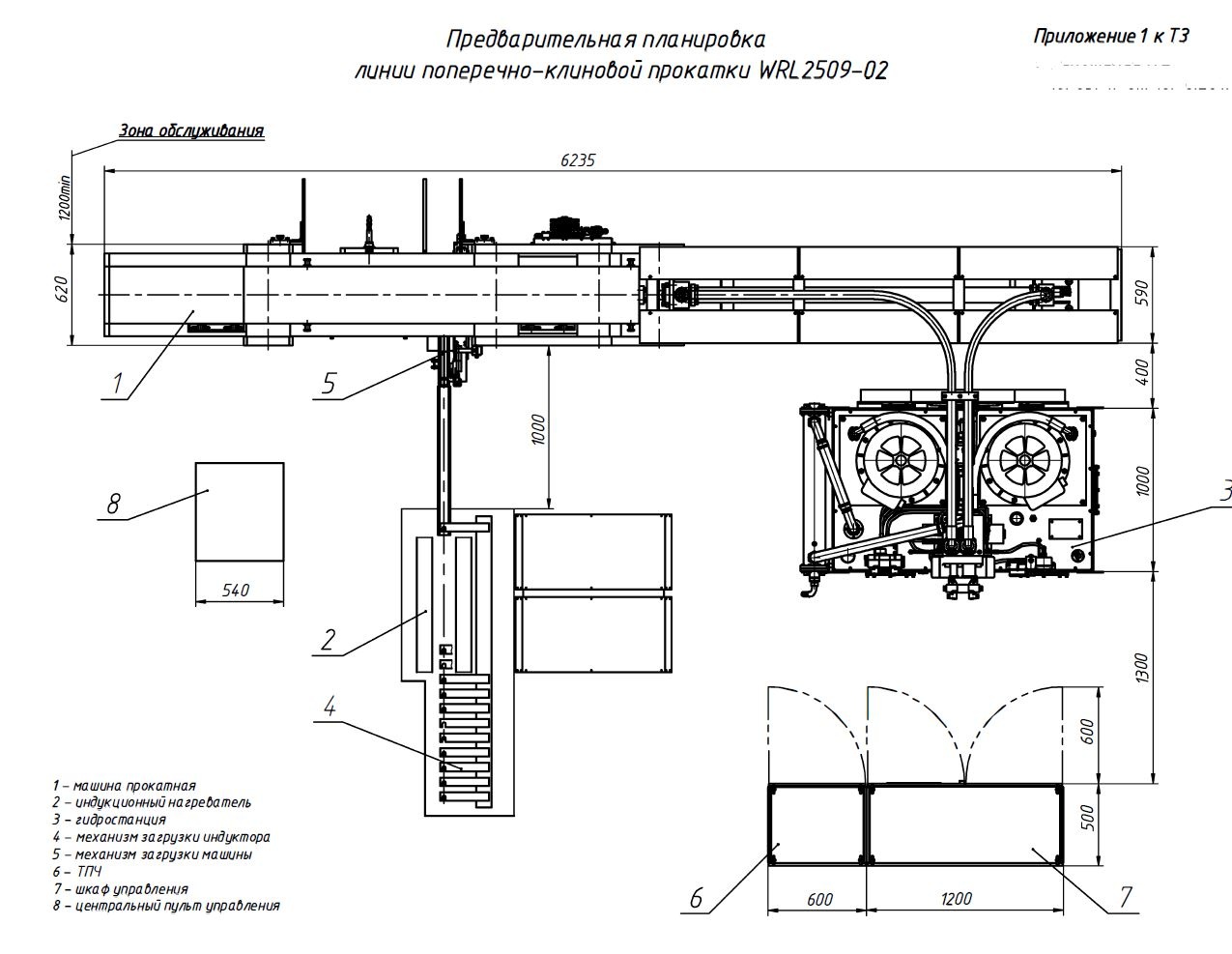
С целью расширения вашего производства дополнительной гаммой выпускаемых изделий, в рамках программы бережливого производства предлагаем к поставке и внедрению на вашем кузнечно-прессовом производстве комплекса оборудования в составе с линией поперечно-клиновой прокатки WRL2509-02 для изготовления шурупа путевого железнодорожного (М24x170, ЦП 54 и т.д)
Производительность до 510 дет. час.
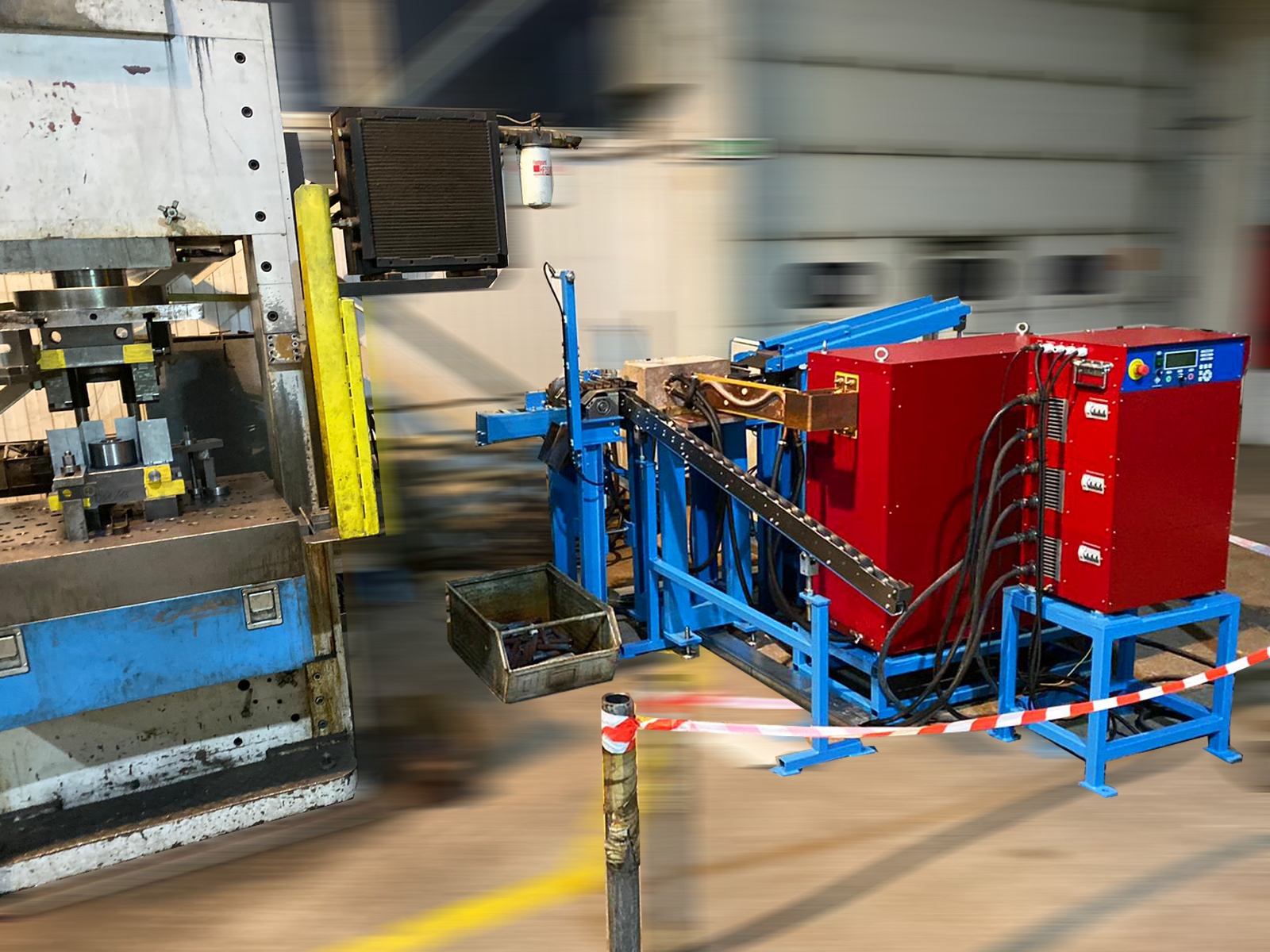
Комплекс оборудования собственного проектирования и производства в наличии в составе:
- постом индукционного нагрева и штамповки головки шурупа;
- стан поперечно-клиновой прокатки WRL2509-02
- поточным индукционным нагревателем
Стоимость оборудования предлагается с существенной скидкой.
Технологический процесс работы участка (работа для двух операторов);
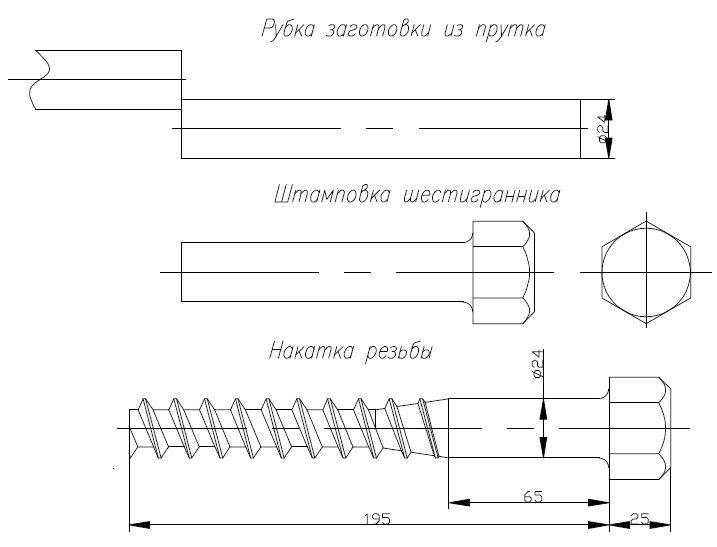
1. На участок поступают нарезанные нарубленные заготовки Ø24 мм, L =136 мм в ящиках.
2. Из ящика1-й оператор вручную укладывает заготовки в накопительный лоток нагревателя конца заготовок. На первой позиции нагретые заготовки устанавливаются в штамп для штамповки головки, на второй позиции штампа происходит обрезка облоя на головке шурупа. По наклонной плоскости заготовка с отштампованной головкой попадает в тару (ящик).
3. Из ящика заготовка с отштампованными головками 2-й оператором устанавливается в механизм загрузки индуктора нагрева детали под накатку резьбы. Далее весь процесс нагрева, отбраковка недогретых заготовкой, подачи заготовки в прокатную машину, прокатка резьбы, удаление прокатанной детали в тару происходит автоматически.
Разделение двух операций штамповки головки и накатки резьбы даёт возможность размещать штамповку головки и прокатку резьбы в разных помещениях.
Комплекс оборудования предусматривает возможность дальнейшей автоматизации и модернизации (под работу с одним оператором):
1. Замена 1-го оператора роботом-манипулятором и установка бункерных накопителей с автоматической загрузкой заготовок в индуктор.
2. Объединение двух участков в единую производственную линию.
Поставка, запуск, сервисное сопровождение по всему миру.
Консультации по телефону +37517 500-31-13 или электронной почте: amtengine@gmail.com
Создано 15.09.2020 Изменено 24.04.2024