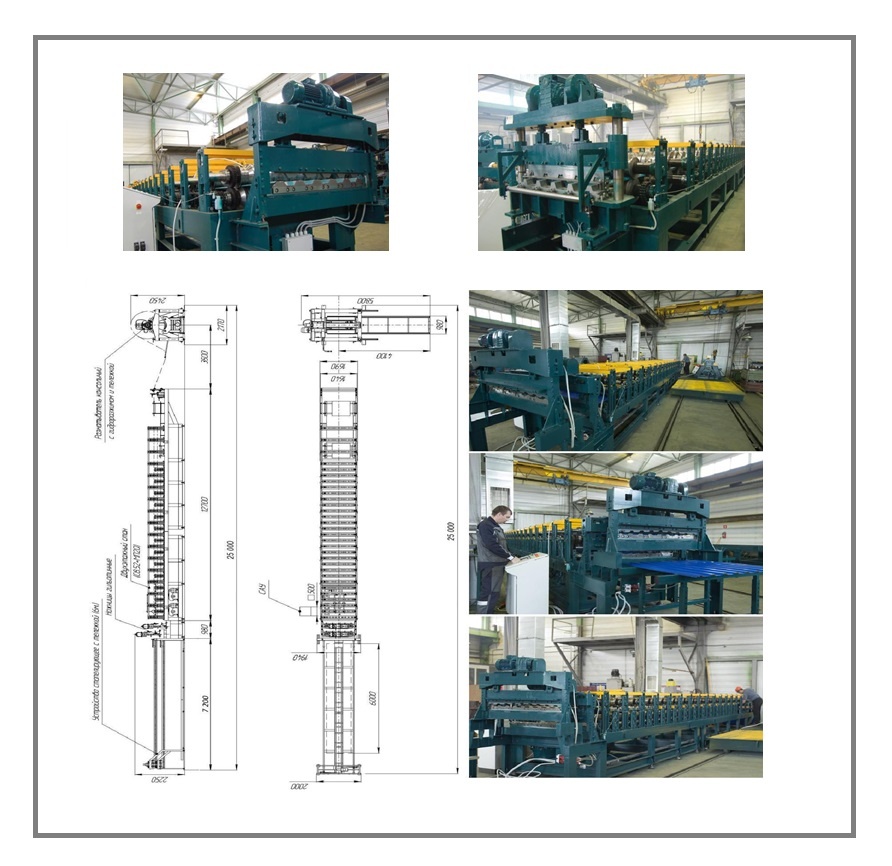
Продам Линия для производства профнастила двухъярусная 50 м в мин

Детальное описание
Заполните форму технического задания по ссылке: https://goo.gl/forms/XlDfTaofOlysoNog1
или
Заполните форму ТЗ: https://apm.bitrix24.ru/pub/form/12_tekhnicheskoe_zadanie/6dqpvt/
Сырье для производства
Рулонная оцинкованная сталь ХП по ГОСТ 14918-80 ОН, БТ; рулонная оцинкованная сталь с защитно-декоративным покрытием по ГОСТ 30246-94 и по ГОСТ Р 52146-2003 (ЛКПОЦ); с обрезной кромкой; сталей марок 08Ю, 08пс. Ширина ленты в рулоне – 1250 мм, толщина 0,30-1,20 (в зависимости от вида профнастила).
Производители сырья
ОАО «Новолипецкий металлургический комбинат» (г. Липецк, Россия)
ОАО «Северсталь» (г.Череповец, Россия)
АО «АрселорМиттал Темиртау» г. Темиртау
ОАО "Магнитогорский металлургический комбинат" (г.Магнитогорск, Россия)
Рекомендуемый состав линии:
1) разматыватель рулона консольный, г/п 10тн, с пультом;
2) дисковые ножницы с ручным приводом (для быстрой замены рулона);
3) стан прокатный (комбинированный или одновременный метод прокатки);
4) ножницы гильотины электромеханические;
5) приемное устройство (стол накопитель);
6) автоматическая система управления линией (САУ).
| Разматыватель рулона консольный РК-10 | |||||||||||
| Предназначен для непрерывной подачи ленты из рулона в | |||||||||||
| прокатный стан. Согласование скорости подачи материала со | |||||||||||
| скоростью работы прокатного стана обеспечивается системой | |||||||||||
| управления разматывателя. Размотчик позволяет работать с | |||||||||||
| рулонами металла производства КНР (с внутренним | |||||||||||
| диаметром 500мм). | |||||||||||
| Количество лопастей, шт | 3 (4) | ||||||||||
| Мощность привода, кВт | 7,5 (15,0) | ||||||||||
| Габариты, LxВхH мм | 2780 х 1730 х 1530 | ||||||||||
| Осевая нагрузка (без подпорной | |||||||||||
| ноги), кг | 10 000 | ||||||||||
| Мах. ширина рулона, мм | 1270 | ||||||||||
| Внутренний диаметр рулона, мм | 480-620 | ||||||||||
| Внешний диаметр рулона mах, мм | до 1500 | ||||||||||
| Толщина металла в рулоне, мм | 0,3..1,5 | ||||||||||
| Линейная скорость на d=500мм до, | |||||||||||
| м/мин | 40 (65) | ||||||||||
| Возможность реверсивного движения | предусмотрена | ||||||||||
| Масса, кг | 1 800 | ||||||||||
| Мощность 7,5кВт позволяет успевать | |||||||||||
| Грузоподъемность, кг | 10 000 | ||||||||||
| размотчику за быстрым станом при массе | |||||||||||
| рулона 10тн! А, уже при 5,5кВт, рулон | |||||||||||
| Высота подъема платформы, мм | от 800 до 1200 | ||||||||||
| массой > 4тн размотчик НЕ БУДЕТ | |||||||||||
| УСПЕВАТЬ раскручивать (при скорости | Станция гидравлическая | в комплекте | |||||||||
| прокатки более 24 м/мин частотный | |||||||||||
| Производительность гидростанции, | |||||||||||
| преобразователь выдает ошибку и | л/мин | 6,1 | |||||||||
| останавливает привод из-за перегрузки). | |||||||||||
| Разматыватель РК-10 может | |||||||||||
| комплектоваться передвижной телегой с | Емкость бака, л | 25 | |||||||||
| подъемной платформой. Телега | |||||||||||
| применяется, когда кран балка | |||||||||||
| используется несколькими линиями и | |||||||||||
| Номинальное давление, кг/см2 | 160 | ||||||||||
| постоянно занята | |||||||||||
| Мощность привода перемещения, кВт | 3 | ||||||||||
| Скорость перемещения тележки, | |||||||||||
| м/мин | 6,5 | ||||||||||
| Ход тележки, мм | 1600 | ||||||||||
| Габариты (без рельс) LxHxS, мм | 1350 х 1000 х 975 | ||||||||||
| Длина рельс базовая, мм | 4 600 | ||||||||||
Разматыватель РК-10 может комплектоваться гидравлическим устройством разжима катушки – свести/развести лопасти можно нажатием кнопки.
| Мощность электродвигателя, кВт | 2,2 |
| Температура жидкости, град | -40...+60 |
| Давление до, МПа | 19 |
| Подача рабочей жидкости, л/мин | 6,1 |
Все разматыватели оборудованы системой управления (САУ), позволяющей работать размотчику в двух режимах – ручном и автоматическом.
В ручном режиме - управляется переключателем “вперед-назад” на низкой скорости (25Гц).
В автоматическом режиме 3 скорости вращения: 25-37-50Гц (скорость зависит от провиса полосы металла).
Для экстренной остановки предусмотрена кнопка
“Аварийная остановка”.
Разматыватель имеет обратную связь с прокатным станом – в случае нештатной ситуации происходит аварийная остановка.
В силовой электрической части и электронике отсутствуют китайские комплектующие!
Ножницы быстрой замены рулона
Ножницы предназначены для отрезки полосы от рулона (например, для его замены). В базовой комплектации устанавливаются ножницы с ручным приводом – это рекомендуется, т.к. во время резки в любом случае необходимо присутствие оператора рядом с ножницами для поддержки хвоста рулона.
Автоматическая система управления линией (САУ) останавливает стан в том месте, где необходимо отрезать от рулона последний лист из прокатываемой партии (заказа). После отрезки лист, оставшийся в прокатном стане, полностью выкатывается в заказ, тем самым освобождая прокатный стан.
Для удобства оператора ножницы могут
комплектоваться электромеханическим приводом.
| Мощность привода, кВт | 0,55 | |
| Напряжение питания, | В | 380 |
| Толщина металла, мм | 0,30-0,80 | |
Ламинатор (устройство нанесения пленки перед прокаткой)
Устройство позволяет вешать рулон с защитной пленкой и накатывать ее на гладкий лист перед профилированием.
Нанесение пленки перед прокаткой позволяет защитить окрашенную поверхность металла от повреждений при транспортировке, перемещениях и монтаже профлиста на объекте
Стан прокатный
В стане используются итальянские подшипниковые узлы.
| Макс. | Габаритные размеры, мм | Мощность | ||||||
| Вид | Число | Масса, | ||||||
| профиля | клетей | скорость, | кг | Длина | Ширина | Высота | привода, | |
| м/мин | кВт | |||||||
| 10 | 50 | 5 650 | 7 500 | 1660 | 1200 | |||
| С8 | 7,5 | |||||||
| 13 | 50 | 6 900 | 9 000 | 1660 | 1200 | |||
| 10 | 55 | 5 600 | 7 100 | 1660 | 1200 | |||
| 12 | 50 | 6 700 | 8 500 | 1660 | 1200 | |||
| С10 | 13 | 50 | 7 100 | 8 900 | 1660 | 1200 | 7,5 | |
| 15 | 50 | 7 500 | 9 900 | 1660 | 1200 | |||
| 16 | 50 | 7 900 | 10 200 | 1660 | 1200 | |||
| С15 | 18 | 50 | 9 700 | 9 870 | 1660 | 1290 | 7,5 | |
| С18, С20, | 13 | 50 | 6 800 | 9 100 | 1660 | 1290 | ||
| 7,5 | ||||||||
| С21 | 16 | 50 | 9 400 | 10 600 | 1660 | 1290 | ||
| НС35 | 16 | 30 | 12 500 | 10 500 | 1660 | 1290 | 11 | |
| Н44 | 16 | 30 | 12 700 | 11 600 | 1660 | 1290 | 11 | |
| Н57 | 23 | 30 | 16 000 | 15 500 | 1660 | 1290 | 2 x 11 | |
| Н60 | 23 | 30 | 16 000 | 16 000 | 1660 | 1290 | 2 x 11 | |
| Н75 | 27 | 30 | 19 500 | 19 000 | 1660 | 1290 | 2 x 11 | |
| Н114 | 36 | 30 | 70 000 | 35 000 | 1660 | 1300 | 4 x 15 | |
| Н153 | 44 | 30 | 80 000 | 46 000 | 1660 | 1500 | 8 x 15 | |
| | ||||||||
Предназначен для формовки гладкого листа конфигурации профиля методом комбинированного или одновременного профилирования (по новому ГОСТ 24045-10 с ужесточенными требованиями к качеству профлиста). На раме прокатного стана установлены формующие клети, ножницы профильные, направляющее заправочное устройство с ножницами для резки гладкого листа, электропривод.
Высокая точность обработки рабочего инструмента обеспечивается новыми токарными обрабатывающими центрами производства США и шведским металлорежущим инструментом.
| Скорость профилирования, м/мин | до 50 (согласуется в тех. задании) | ||||
| Заправочное устройство | два | вала | с | регулируемым | |
| направляющим столом | |||||
| Дисковые ножницы | в комплекте, до 0,8мм | ||||
| Диаметр валов, мм | не менее 100 | ||||
| Материал роликов | инструментальная сталь Ст40Х | ||||
| ГОСТ 4543-71 | |||||
| Крепление рабочего инструмента | шпоночное, регулировка клети во | ||||
| всех плоскостях | |||||
| Привод валов | одинарная или двойная цепь с | ||||
| натяжителями | |||||
| Датчик движения ленты | Для | повышения | точности | ||
| измерения на | высокой | скорости | |||
| на | оптический | энкодер | |||
| устанавливается | измерительное | ||||
| колесо | фирмы | Hengstler | |||
| (Германия) | |||||
| Управление приводами | САУ с сенсорной панелью | ||||
| Точность геометрии профиля | в соответствии с ГОСТ 24045-10, | ||||
| ГОСТ 24045- | |||||
| 94 | |||||
| | | ||||
Для установки прокатного стана на неровную поверхность пола установлены специальные ножки с регулировкой по высоте.
Ножницы гильотины (или просечные)
Фигурный нож обеспечивает качественную отрезку профиля необходимой длины. Для резки профнастила с большой высотой волны устанавливаются просечные ножницы (гидравлические или электромеханические). Ножницы установлены на раме прокатного стана.
| Установленная мощность, кВт | от 3,0 |
| | |
| Толщина металла, мм | 0,3-1,2 |
| Форма ножей | “ласточкин хвост” |
| Датчики положения ножа | бесконтактные |
| Материал ножей | ХВГ, закалка 55..60 HRCэ |
| Длина отрезаемых изделий | любая |
| Габариты, LxBxH мм | 440х1550х1150 |
| Масса, кг | от 500 |
| |
Для качественной резки профиля форма ножей сделана в виде “ласточкиного хвоста”, т.е. рез происходит от краев к середине листа.
В отличие от обычной гильотины (где рез производится от одного края листа к другому), ножи в форме “ласточкин хвост” не смещают лист в сторону при резе.
Для больших гофр (начиная с Н57), ножницы имеют более мощную конструкцию, на них установлен более мощный привод. При работе таких ножниц высекается остаток шириной не менее 6мм (просечные ножницы).
Для некоторых видов профилей возможна установка в линию ножниц с гидравлическим приводом
Приемное устройство
Предназначено для приема мерно-нарезанных листов профнастила из ножниц и формирования пачек готовой продукции. Длина приемного устройства – по желанию Заказчика (до 12 метров).
Для профнастила с высотой гофры до 35мм поставляются приемные столы без откатной телеги, прием продукции осуществляет 1 человек.
Начиная с профлиста НС35 поставляются приемные столы с откатной телегой (т.к. одному человеку тяжело поддерживать край листа).
Возможна комплектация линии автоматическим
укладчиком с выкатными телегами. Снятие готовой
продукции возможна:
- с верхней выгрузкой пачки кран-балкой;
- с выкатом пачки вперед на тележках по рельсам.
По желанию Заказчика, возможна комплектация линии с боковой выгрузкой готовой продукции. Длина приемного устройства согласуется в техническом задании.
Для упаковки пачек профлиста в пленку, линия может комплектоваться модулем автоматизированной упаковки. Модуль представляет собой подающий и приемный рольганги
с упаковочной машиной между ними. Обмотка в пленку производится подачей пачки профнастила с постоянной скоростью через упаковочную машину.
Система автоматического управления (САУ)
Линия укомплектована САУ в промышленном исполнении
из комплектующих исключительно европейских производителей (Siemens, Schneider Electric, RITTAL), с сенсорным экраном.
САУ работает под управлением оригинального
программного обеспечения, позволяющего добиться точности реза ±1мм на 6м профиля при условии высокой производительности линии и идеального качества продукции.
САУ работает в трех режимах:
В “ручном режиме” управляются каждое устройство по отдельности (например, нож вверх/вниз).
“Режим автозаправки” - после завода листа через заправочное устройство в первую клеть стана, автоматика линии доводит лист до ножниц и осуществляет контрольный рез с минимальным отходом.
В“автоматическом режиме
Заполните форму технического задания по ссылке: https://goo.gl/forms/XlDfTaofOlysoNog1
или
Заполните форму ТЗ: https://apm.bitrix24.ru/pub/form/12_tekhnicheskoe_zadanie/6dqpvt/
Создано 08.06.2017 Изменено 14.03.2019