Экструдер для трубы, szsj, трубный экструдер, производство трубы пнд, экструдер для пнд - Продам в Qingdao








 +8617300126541
+8617300126541Qingdao Zhongliang Haixin Machinery Technology Co., Ltd.
Китай, Shandong, Qingdao, № 18, Гонконгская дорога, город Цзяочжоу, Циндао, провинция Шаньдун
Детальное описание
Ниже представлено подробное, профессиональное и спроектированное оборудование для экструзионного формования линии по производству полиэтиленовых труб, с четкой структурой и полным содержанием, подходящее для технических описаний, тендерной документации и обучения.
Линия по производству полиэтиленовых труб - система экструзионного формования (подробное введение)
Система экструзионного формования является основой всей линии по производству полиэтиленовых труб. Он отвечает за плавление, пластификацию и гомогенизацию частиц полиэтилена, а также за непрерывное выдавливание стабильных заготовок труб через форму, что напрямую определяет однородность толщины стенки, округлость, плотность, качество поверхности и стабильность производства трубы.
Вся система в основном состоит из четырех основных частей: одношнекового экструдера, головки (формы), устройства переключения фильтров и системы контроля температуры.
1. Одношнековый экструдер (основная машина)
Для производства полиэтиленовых труб обычно используются высокоэффективные одношнековые экструдеры. В трубах большого диаметра обычно используются конические или параллельные двухшнековые шнеки. Трубы малого диаметра представляют собой в основном одношнековые экструдеры.
1. Структура хоста
Бочка
Сегментированная структура нагрева и охлаждения обычно разделена на 5–9 зон контроля температуры.
Внутренняя стенка азотирована, износостойка, устойчива к коррозии и имеет высокую твердость.
Внешняя рубашка воздушного или водяного охлаждения для точного контроля температуры.
Винт
Разделительный шнек типа BM или барьерный шнек, специально разработанный для полиэтилена.
Трехсекционная структура:
Секция подачи: транспортировка сырья
Секция сжатия: уплотнение, выхлоп, плавление.
Секция дозирования: стабильная гомогенизация, экструзия при постоянном давлении.
Соотношение длины шнека к диаметру L/D обычно составляет 28:1~33:1, чтобы обеспечить достаточную пластификацию.
Азотирование поверхности или обработка биметаллического сплава, длительный срок службы износостойкости.
Редуктор и приводной двигатель
Редуктор с твердой поверхностью зуба с высоким крутящим моментом и низким уровнем шума.
Приводимый в движение двигателем с переменной частотой, скорость плавно регулируется для обеспечения стабильного объема экструзии.
Бункер и загрузочное устройство
Вакуумное всасывание и подача, автоматическое пополнение.
Для предотвращения расслоения маточной смеси можно использовать дополнительный смесительный бункер.
Датчики давления и манометры расплава
Мониторинг давления в головке машины в режиме реального времени, автоматическая сигнализация или отключение в случае неисправности.
Обеспечьте стабильное давление экструзии и избегайте колебаний толщины стенок.
2. Устройство смены экрана (переключатель фильтров).
Расположенный между выходом экструдера и матрицей, он используется для фильтрации примесей расплава.
Функция
Отфильтруйте примеси, черные точки, кокс и гель в полиэтиленовом сырье.
Убедитесь, что поверхность трубы гладкая, без кристаллических точек и отверстий.
Общие структуры
Дуплексный сменщик сит пластинчатого типа
Ручное/гидравлическое переключение, смена экрана без остановки машины.
Устройство смены экрана колонки
Подходит для производственных линий большой производительности и большого диаметра.
Гидравлический автоматический сменщик сит
Высококачественная конфигурация линии, автоматическая смена экрана, когда давление достигает заданного значения.
Обычно используемые фильтры имеют размер от 40 до 100 меш, которые выбираются в зависимости от чистоты сырья.
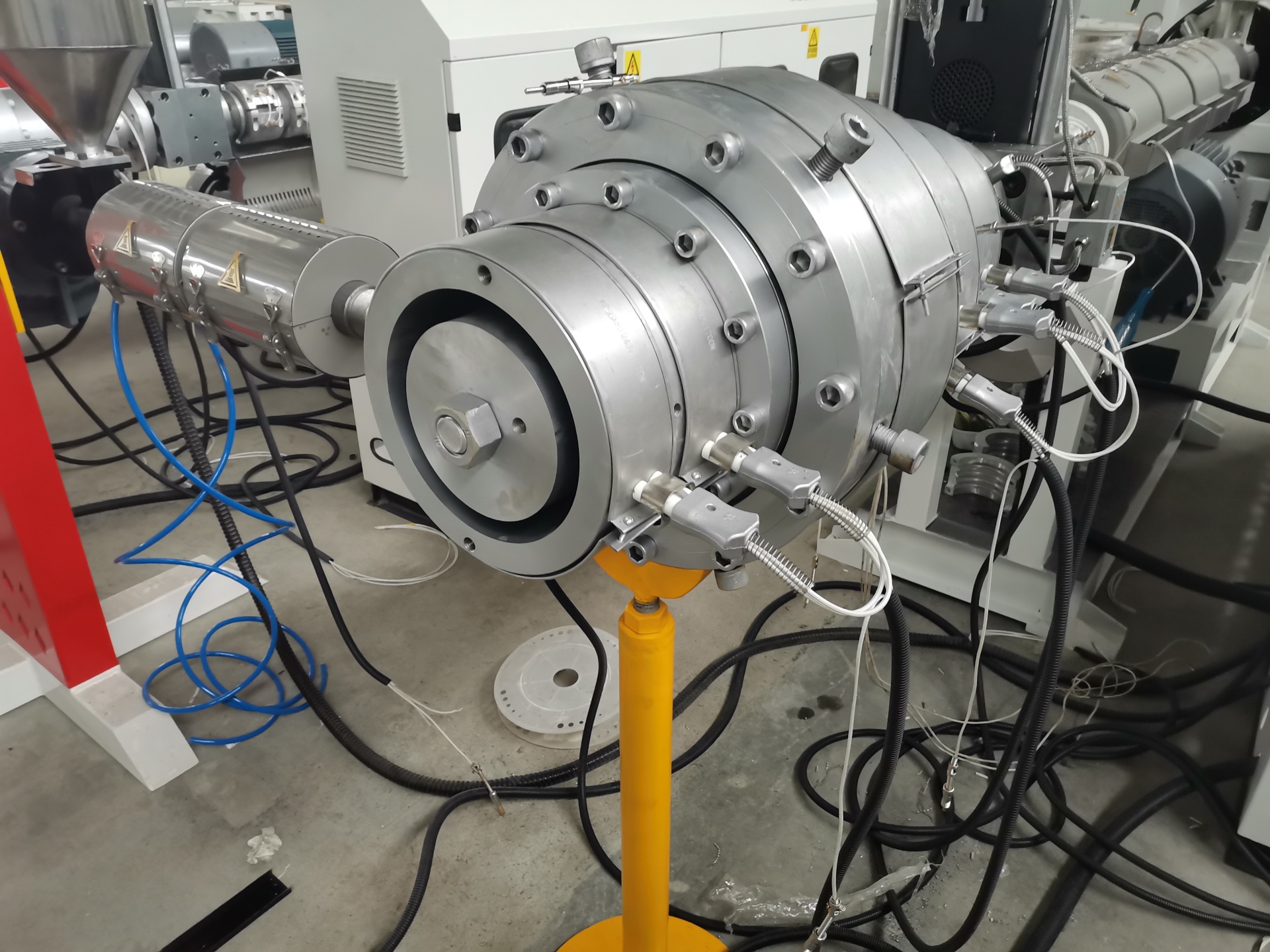
3. Экструзионно-фильерная головка (головка машины) – компонент для формования стержня.
Головка штампа является ключом к формованию трубной заготовки, от которого напрямую зависит:
Округлость
Равномерность толщины стенки
Внутренняя и внешняя отделка поверхности
Прочность линии сварного шва
В полиэтиленовых трубах обычно используются спиральные или корзинчатые матрицы.
1. Спиральная головка (основная версия)
Подходит для полиэтиленовых водопроводных и газовых труб среднего и большого диаметра. Функции:
Расплав течет по спиральному шунту и равномерно распределяется на 360°.
Нет очевидных линий сварки, высокая прочность.
Материал выгружается равномерно, а колебания толщины стенок невелики.
Подходит для труб с высокими требованиями, таких как HDPE и PE100.
Структура включает в себя:
Мотив
Отклоняющий конус (спиральная оправка)
Форма для рта (внешняя форма)
Основная форма (внутренняя форма)
Механизм регулировки зазора матрицы (регулировка концентричности)
4. Система контроля температуры.
И экструдер, и матрица имеют независимый ПИД-регулятор температуры с точностью ±1°C.
Типичный температурный диапазон (HDPE/PE100)
Передняя часть ствола: 180~200℃
Средняя часть ствола: 200~220℃.
Задняя часть ствола/матрица: 210~220℃
Слишком высокая температура: труба желтеет, разрушается, прочность снижается. Слишком низкая температура: плохая пластификация, шероховатая поверхность, неравномерная толщина стенок.
5. Вспомогательное оборудование: экструдер цветной нити (коэкструзионно-маркировочная машина).
Для большинства полиэтиленовых труб требуется одна или несколько цветных линий (например, синяя, желтая, зеленая), которые дополняются небольшим одношнековым соэкструдером.
Функция:
Вытягивайте цветные линии синхронно с хостом.
Цветная нить прочно интегрирована в корпус трубы и не отваливается.
6. Рабочий процесс системы экструзионного формования (полный)
Сырье (ПЭ + цветная маточная смесь) поступает в экструдер из бункера.
Шнек вращается для транспортировки, уплотнения, нагрева и плавления.
Расплав поступает в устройство смены сеток для фильтрации примесей.
Расплав поступает в фильеру и равномерно распределяется по спиральному проточному каналу.
Из отверстия матрицы формируют непрерывную круглую трубчатую заготовку.
Заготовка тубы сразу же поступает в вакуумную калибровочную камеру для формования и охлаждения.
7. Ключевые технические показатели (отражающие профессионализм)
Стабильность объема экструзии: ≤±3%
Колебания температуры расплава: ≤±2℃
Однородность толщины стенки: ≤±5%
Диапазон скорости шнека: бесступенчатая регулировка скорости 10~120 об/мин.
Колебания давления в головке: ≤±5 бар.
8. Резюме (одно предложение)
Система экструзионного формования преобразует частицы полиэтилена в высокотемпературные заготовки труб стабильного размера и однородного качества посредством четырех этапов пластификации, фильтрации, выравнивания потока и формования. Это часть линии по производству полиэтиленовых труб с самым высоким техническим содержанием и наибольшим влиянием на качество конечного продукта.
Создано 02.04.2026 Изменено 02.04.2026









