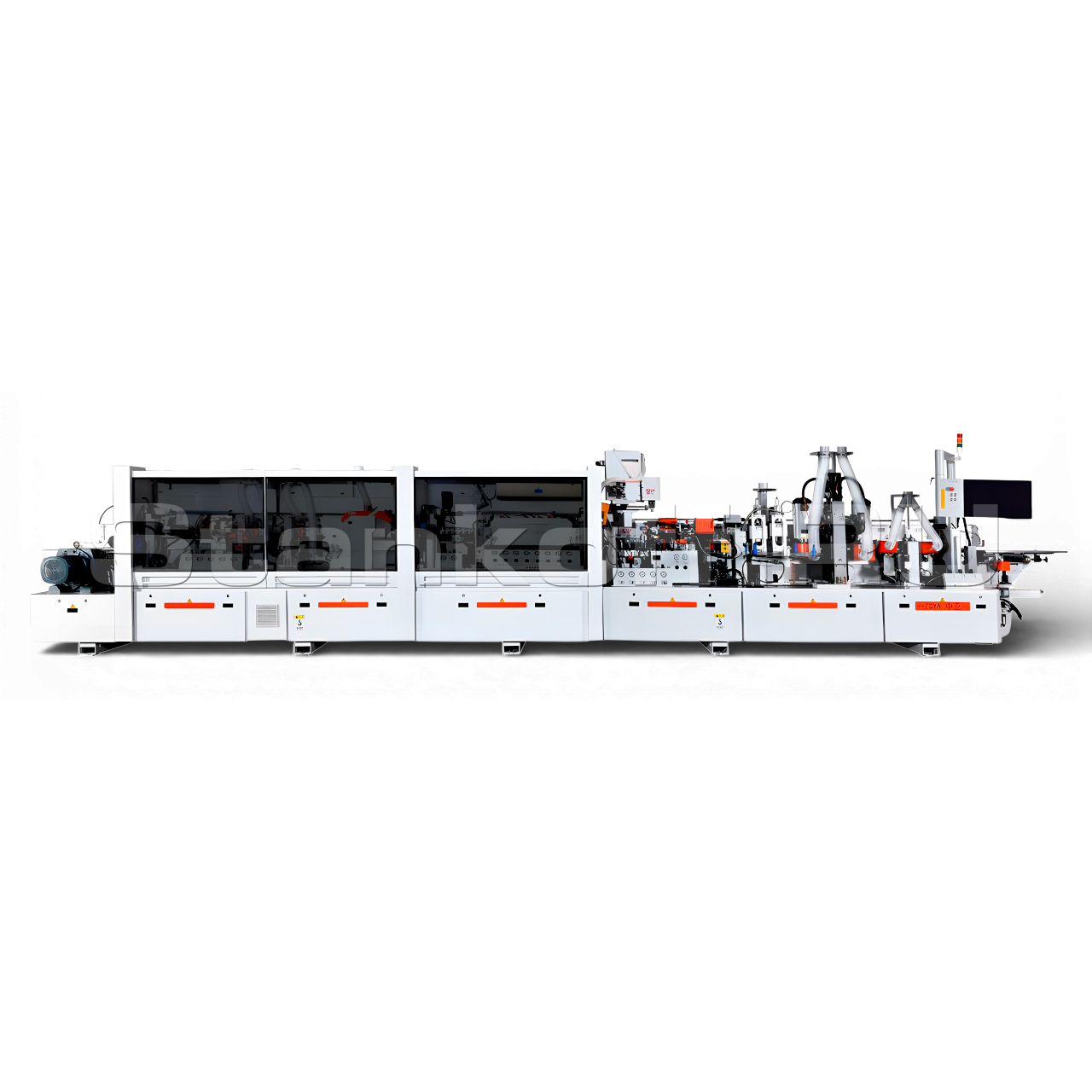
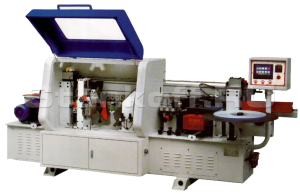
Автоматический кромкооблицовочный станок ZY-B1822(JC)










Контакты

Али
+7 (995) 888-07-03
Реклама Рекомендуем предложения



Детальное описание
Автоматический кромкооблицовочный станок ZY-B1822 разработан для производителей, которым важно получать профильные кромки и интегрированные ручки стабильно высокого качества за один проход, без ручной доработки и лишних затрат. Станок объединяет профилирование, клеенанесение, прижим и финишную обработку в одном цикле, позволяя изготавливать J- и C-образные профили с минимальным браком, сокращением персонала, экономией производственных площадей и снижением себестоимости готовой продукции при высокой повторяемости результата.
Комплектующие
| Контактор переменного тока | Siemens (Германия) |
| Пневмоцилиндр торцовочного узла | SMC (Япония) |
| Промежуточное реле | Omron (Япония) |
| Поворотный энкодер | Autonics (Корея) |
| Программируемый контроллер (PLC) | LS (Корея) |
| Пневматические компоненты | Airtac (Тайвань) |
| Частотный преобразователь | Delta (Тайвань) |
| Промышленный панельный ПК (All-in-One) | SPES TECH (Китай) |
| Высокоскоростной двигатель торцовочного узла | CC MOTOR (Китай) |
| Высокоскоростной двигатель чистового фрезерования | CC MOTOR (Китай) |
| Алмазная фреза для чистовой обработки | |
| Циклевочный алмазный нож для кромки |
Технологический процесс
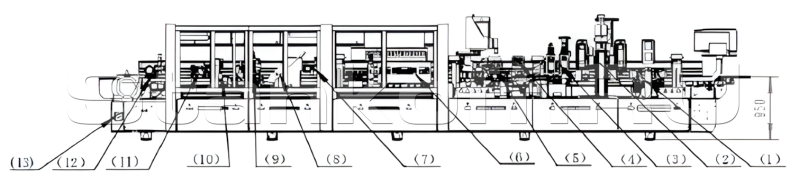
| 1. Предварительное фрезерование | 7. Предварительная черновая обработка кромки |
| 2. Фрезерный узел для снятия свесов | 8. Торцовка |
| 3. Вспомогательный фрезерный узел | 9. Черновая обработка кромки |
| 4. Нанесение клея на панель | 10. Узел обкатки углов |
| 5. Нанесение клея на кромочный материал | 11. Цикля |
| 6. Формование и прижим кромки | 12. Полировка |
Конструктивные особенности

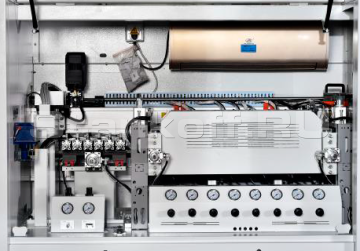
Система управления
Пользовательский интерфейс автоматического кромкооблицовочного станка выполнен на базе промышленной сенсорной панели 21,5″ с ёмкостным экраном, памятью 4 ГБ и накопителем 64 ГБ под управлением Windows 10. Система поддерживает сетевое подключение и открытые интерфейсы данных, а управление функциями и PLC реализовано в режиме «одной кнопки» для простоты и удобства эксплуатации.
Система нанесения разделительной жидкости
Перед этапом предварительного фрезерования на панель на её верхнюю и нижнюю поверхности распыляется разделительный состав, предотвращающий прилипание клея к поверхности материала.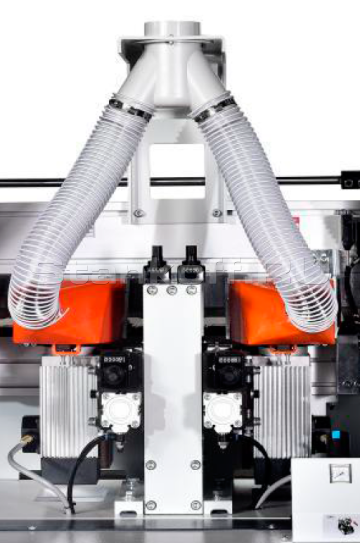
Узел предварительной фрезеровки
Используются два высокочастотных двигателя мощностью по 2,2 кВт, обеспечивающих чистовое фрезерование. Это позволяет эффективно устранить сколы, снизить выраженность клеевого шва и добиться более аккуратного и эстетичного качества кромкооблицовки.
Фрезерный узел для снятия свесов
Фрезерный узел оснащён двигателем мощностью 9 кВт и включает встречные и попутные фрезы. Все фрезы выполнены из алмазного материала, что обеспечивает повышенную износостойкость и низкий уровень шума. Сервоуправление позволяет с экрана панели оператора одним нажатием выполнять регулировку положения фрез по осям вперёд/назад и вверх/вниз, обеспечивая интеллектуальное управление без ручной настройки и высокую производительность.
Вспомогательный фрезерный узел
Выполняет чистовое фрезерование профиля, обеспечивая более точную геометрию и эстетичный внешний вид кромки.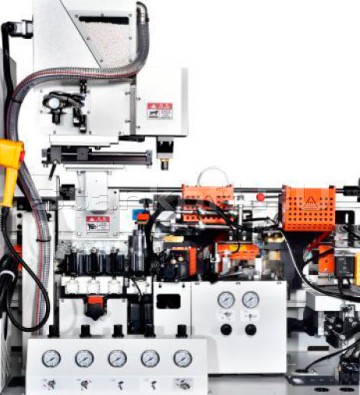
Узел нанесения клея
Клей автоматически подаётся из системы забора в узел быстрого предварительного расплава, после чего через него поступает в клеевой бак. Преимущество верхнего расположения клеевого бака — отсутствие карбонизации клея, более стабильная работа узла и минимальная клеевая линия, что повышает качество кромкооблицовки.Система нанесения клея комбинированная: при обработке профильных участков клей наносится на кромочный материал, а при обработке прямых кромок — на панель. Совмещение двух способов нанесения обеспечивает более прочное приклеивание, стабильную подачу кромки и высокое качество кромкооблицовки.
Пресс-группа
Формование и прижим кромки выполняются мягким прижимным узлом с плавающей системой многороликового прижима, обеспечивающей точное прилегание и надёжное приклеивание. Запатентованная конструкция формирует профиль за один проход без ручной настройки; выбор формы осуществляется с панели управления с автоматической перенастройкой узла.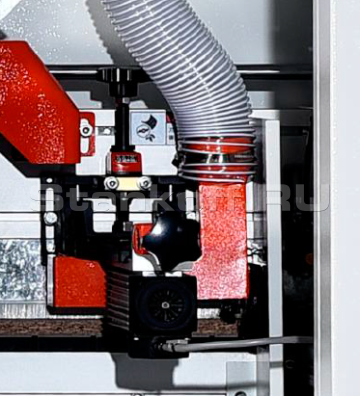
Предварительная черновая обработка кромки
Предварительная черновая обработка кромки выполняется данным узлом путём первичного фрезерования верхнего свеса кромочного материала, что снижает нагрузку на последующие узлы обработки и обеспечивает более стабильное и аккуратное качество кромкооблицовки.
Торцовка
Торцовочный узел оснащён двумя двигателями — для передней и задней торцовки, предназначенными для выравнивания торцов кромочного материала. Узел использует специальные пильные диски, обеспечивающие более ровную и чистую поверхность реза.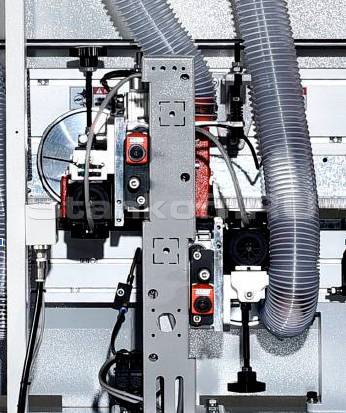
Черновая обработка кромки
Выполняется узлом с прямыми фрезами, предназначенными для удаления излишков кромочного материала. Основная функция — фрезерование выступающего кромочного материала на верхней поверхности панели, в том числе при обработке профильных и фигурных участков.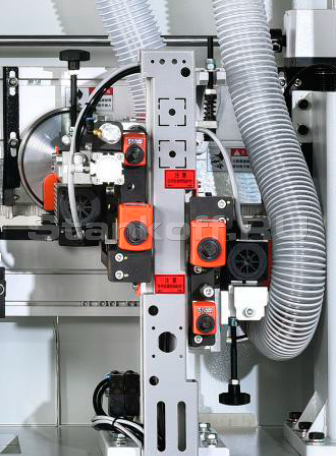
Узел обкатки углов
Оснащён независимой системой позиционирования и верхним и нижним механизмами обработки, обеспечивающими формирование точного радиуса. Регулировка вылета осуществляется по линейным направляющим, что гарантирует высокую точность и стабильную работу при длительной эксплуатации.
Узел циклевки
Обеспечивает автоматическое удаление излишков клея и остатков кромочного материала с поверхности панели после кромкооблицовки, делая поверхность более ровной и чистой.
Распыление очищающего состава
Система очистки и нейтрализации антиадгезионного состава.
Полировка
Полировка, это финальная обработка на кромкооблицовочном станке. Полировальный узел придает блеск на толстых кромках, убирает излишки клея и сглаживает обработанную фрезами тонкую кромку.Готовые изделия


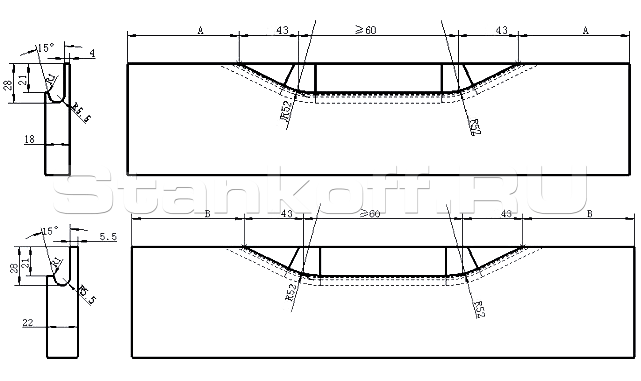
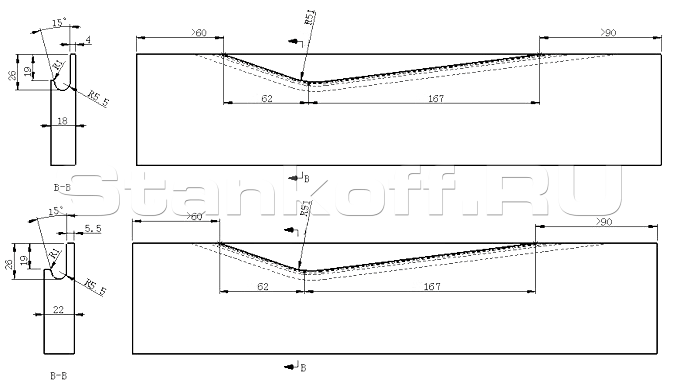
Левая и правая части J-образного профиля с малым углом
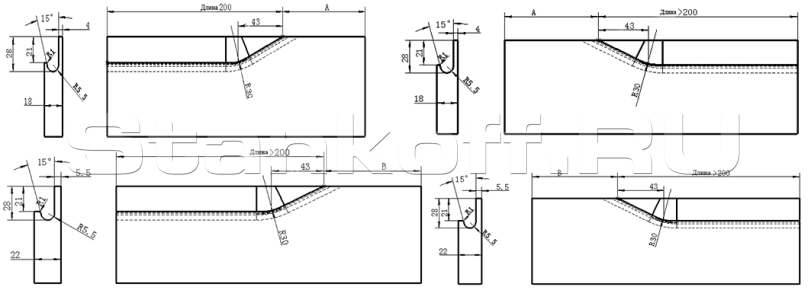
Левая и правая части J-образного профиля с большим углом
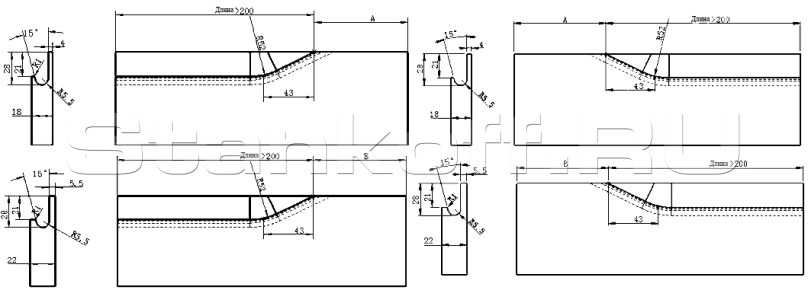
Центральная часть J-образного профиля с малым углом
Центральная часть J-образного профиля с большим углом
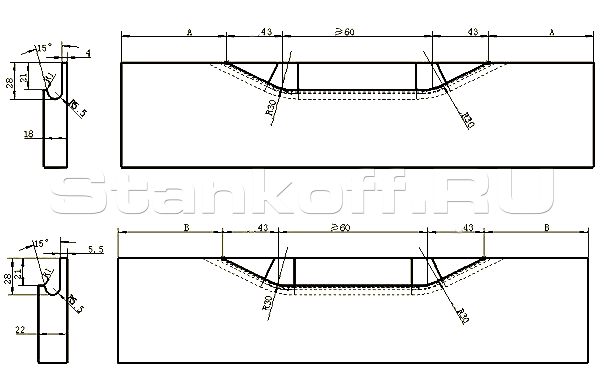
Левая и правая части J-образного профиля типа «Алмаз»

Левая и правая части J-образного профиля типа «Капля»
С-образный профиль

| Минимальная длина панели, мм | 300–450 |
| Минимальная ширина панели, мм | 150 |
| Минимальная толщина панели, мм | 18–22 |
| Максимальная толщина панели, мм | 22 |
| Толщина кромочного материала, мм | 0,52–0,54 |
| Тип кромочного материала | ПВХ |
| Скорость подачи, м/мин | 9 / 13 |
| Рабочее давление воздуха, МПа | 0,6 |
| Мощность привода подачи, кВт | 7,5 |
| Общая установленная мощность, кВт | 56 |
| Мощность узла предварительного фрезерования, кВт | 2,2 |
| Количество двигателей предварительного фрезерования, шт | 2 |
| Мощность фрезерного узла, кВт | 9 |
| Длина станка, мм | 9852 |
| Ширина станка, мм | 1200 |
| Высота станка, мм | 2000 |
| Масса станка, кг | 4500 |
Похожие товары









Каталог
Компания
Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770
Социальные группы