Оптоволоконная установка лазерной резки металла XTC-F1530H/700 IPG















+7 (995) 888-07-04



Детальное описание
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
Оптоволоконный станок лазерной резки, оборудованный лазерной режущей головкой Raytools (Швейцария). Все узлы станка (оптические резонаторы, система управления ЧПУ, программное обеспечение, система перемещения и др.) поставляются всемирно известными своим качеством и разработками производителями.
Особенности XTC-F1530
- Станок подходит для резки нержавеющей, углеродистой стали, алюминия, титана и большинства цветных металлов;
- Преимуществом оптоволоконного лазера перед СО2 лазерами являются низкие расходы связанные с процессом эксплуатации и расходы на техническое обслуживание;
- Точность позиционирования меньше + / – 0,02 мм;
- Японские серводвигатели и драйверы;
- Привод оси X - шарико-винтовая пара, оси Y - призматические направляющие с приводом шестерня-рейка;
- Рабочее напряжение: 380В, 50Гц / 60Гц.
- Компактная конструкция обеспечивает широкий спектр применения станка.
- Система ЧПУ с функцией контроля лазера.
- Резонатор с рефлекторными датчиками.
- Простая программа для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого с помощью ЧПУ изделия.
- Высокая интенсивность работы благодаря массивной устойчивой конструкции.
- Длительный срок службы.
- Доступность запасных частей.
Комплектация
| I | Оптоволоконный лазерный источник | ||
| 1 | Лазерный источник | 1 шт. | IPG |
| II | Режущая головка | ||
| 1 | Лазерная режущая головка | 1 шт. | Raytools (Швейцария) |
| III | Узлы станка | ||
| 1 | Станина | 1 шт. | XT LASER (Китай) |
| 2 | Профильные направляющие | 3 шт. | Hiwin (Тайвань) |
| 3 | Система передачи | 3 шт. | Реечная передача APEX (бренд №1 в Тайвани) |
| 4 | Серводвигатели и драйверы | 3 шт. | YASKAWA (Япония) (Лучший японский производитель серводвигателей) |
| 5 | Редуктор | 3 шт. | Motoreducer (Франция) |
| 6 | Защита от пыли | 4 шт. | Для осей X и Y и для лазерной головки. |
| 7 | Газораспределительная станция | 1 шт. | N2, O2 |
| 8 | Газораспределительный клапан | 1 шт. | Регулирует поток азота, кислорода и воздуха во время резки. Управляется системой управления автоматически. Очень удобно. |
| 9 | Клеммный ряд | Weidmuller (Германия) | |
| 10 | Реле | APT (Германия) | |
| IV | Системы ЧПУ и программного обеспечения | ||
| 1 | Система ЧПУ | 1 шт. | CYPCUT (Китай) |
| V | Вспомогательное оборудование | ||
| 1 | Водяной чиллер | 1 шт. | TongFei (Китай) |
| 2 | Компьютер | 1 шт. | Adlink Industry (Тайвань) |
Особенности конструкции

Лазерный источник IPG
IPG Photonics – передовой производитель , флагман в области оптоволокна
Режущая головка RAYTOOLS
1. Автоматическая настройка фокусного расстояния.2. Бесконтактный датчик высоты.
3. Горизонтальная регулировка линзы.

Система управления Cypcut
1. Система управления Cypcut и программное обеспечение в английской версии, работающее с файлами в форматах DXF, AI, IGS.2. Создание чертежей через программное обеспечение. Программное обеспечение с функцией маятниковой резки для экономии времени при изготовлении одинаковых изделий.
3. Функция NESTING для экономии материала с помощью экономии пространства.

Водяной чиллер TongFei
Профессиональная система охлаждения. Автоматически поддерживает заданную температуру хладагента.

Система передач
Профильные направляющие и привод шестерня-рейка APEX (бренд №1 в Тайвани), профильные направляющие HIWIN 30 мм (Тайвань).
Система привода
3 японских сервопривода YASKAWA. Высокая амортизация, хорошая ригидность, может выдерживать высокие скорости и ускорение. Линейные направляющие обеспечивают высокие скорости, высокую точность, высокую надежность.
Редуктор Motoreducer (Франция)

Система сбора
Поддон для сбора пыли и отходов лазерной резки в нижней части станка.
Система впрыска масла
После определенного времени эксплуатации шестерня и рейка требуют обслуживания (впрыска масла)
Структура станины
Качественная сварная станина. Производится отпуск напряжений. Обработка производится на высокоточном обрабатывающем центре
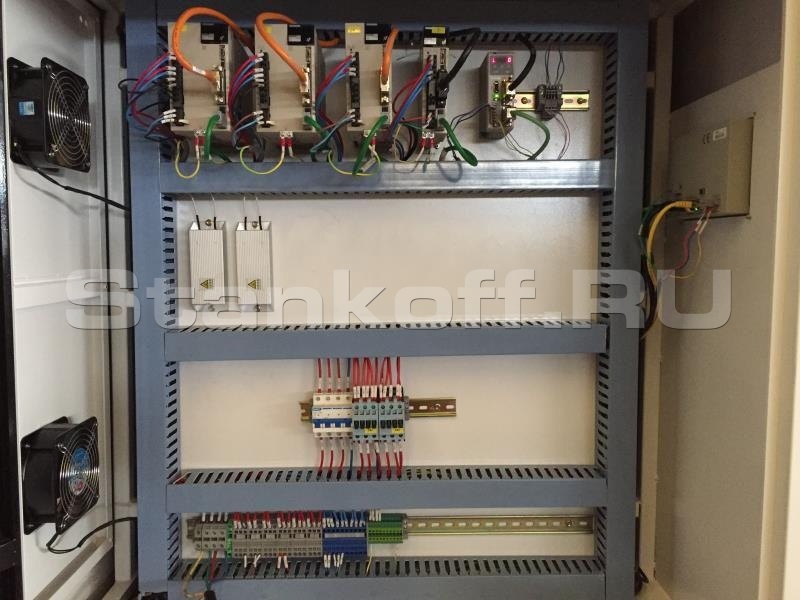
Электрический блок управления
1.Панель управления: Cypcut2.Драйвер серводвигателя: Yaskawa (Япония)
3.Реле
4.Автоматический выключатель: Chint
5.Контактор: APT
6.Электропитание лазера: Китай
7.Регулировка высоты: Cypcut BSS100
8.Компьютер: Adlink Industry

Газораспределительный клапан
Регулирует поток азота, кислорода и воздуха во время резки. Очень удобно.
Вентилятор
Помогает перемещать пыль и дым в течении процесса резки наружу и сохранять станок в чистоте, увеличивая тем самым срок его службы.Расходники
| Название | Расход, шт./месяц | Срок службы, моточасы | В комплекте, шт. |
| Сопло | 1-2 | 500 | 10 |
| Защитная линза | 2 | 500 | 1 |
| Фокусирующая линза | 0,1 | 1500-2000 | 1 |
| Керамическое кольцо | 0,08 | 4000 | 1 |
| Фильтрующий элемент | 1 | 500 | 4 |
Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | |||||||
Углеродистая (Кислород) |
1 | 8 | 9 | 10 | 22 | 26 | 34 | 38 | 42 |
| 2 | 4 | 5 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | |
| 3 | 2,6 | 2,8 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | |
| 4 | 1,6 | 1,8 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | |
| 5 | 1 | 1,4 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | |
| 6 | 1 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | ||
| 8 | 0,8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | ||
| 10 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,4 | |||
| 12 | 0,8 | 1 | 1,4 | 1,8 | 2 | ||||
| 14 | 0,6 | 0,7 | 1 | 1,2 | 1,3 | ||||
| 16 | 0,6 | 0,8 | 1 | 1,1 | |||||
| 18 | 0,7 | 0,9 | 1 | ||||||
| 20 | 0,6 | 0,8 | 0,9 | ||||||
| 22 | 0,5 | 0,7 | 0,8 | ||||||
| 24 | 0,4 | 0,6 | |||||||
| 26 | 0,4 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Нержавеющая (Азот) |
1 | 12,4 | 18,5 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 |
| 2 | 4,7 | 5,1 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | |
| 3 | 0,7 | 1,2 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | |
| 4 | 0,8 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | ||
| 5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | |||
| 6 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | ||||
| 8 | 0,9 | 2 | 2,4 | 3,3 | |||||
| 10 | 0,8 | 1,1 | 1,3 | ||||||
| 12 | 0,5 | 0,7 | 1,1 | ||||||
| 14 | 0,6 | 0,8 | |||||||
| 16 | 0,6 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Алюминий (Азот) |
1 | 5,2 | 6,4 | 8,4 | 16 | 22 | 34 | 38 | 42 |
| 2 | 2,2 | 3,4 | 6,6 | 8,4 | 15 | 21 | 25,5 | ||
| 3 | 1,4 | 3,8 | 5,5 | 7,6 | 11,5 | 14,6 | |||
| 4 | 1,4 | 2,6 | 4 | 5,2 | 5,8 | ||||
| 5 | 1,7 | 3,3 | 4,4 | 4,9 | |||||
| 6 | 0,9 | 2,1 | 3,4 | 4,1 | |||||
| 8 | 0,9 | 1,3 | 2 | ||||||
| 10 | 0,6 | 1,1 | 1,7 | ||||||
| 12 | 0,5 | 0,8 | |||||||
| 14 | 0,4 | 0,6 | |||||||
| 16 | 0,5 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Медь (Азот) |
1 | 5,2 | 6 | 8 | 12 | 14 | 22 | 26 | 32 |
| 2 | 1,8 | 3,2 | 4 | 6 | 8 | 10 | 12 | ||
| 3 | 1 | 2,2 | 3,4 | 5,2 | 6 | 6,4 | |||
| 4 | 1,4 | 1,8 | 4 | 4,8 | 5,4 | ||||
| 5 | 1,2 | 1,8 | 2,6 | 3,2 | |||||
| 6 | 0,6 | 1,4 | 1,8 | 2,2 | |||||
| 8 | 0,6 | 0,9 | 1,2 | ||||||
| 10 | 0,4 | 0,6 | |||||||
| 12 | 0,4 | ||||||||
Получаемые изделия












Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
| Размер рабочей области | 1500x3000 мм |
| Ход по оси X | 1500 мм |
| Ход по оси Y | 3000 мм |
| Ход по оси Z | 120 мм |
| Мощность лазера | 700 Вт |
| Точность позиционирования | +/- 0.02 мм |
| Соединение с ПК | USB-порт |
| Источник питания | 380В 50Гц 3 фазы |
| Масса | 5 тонн |
Похожие товары









Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770