Автомат продольного точения ST-206



+7 (995) 888-07-13



Детальное описание
Область применения
Автомат продольного точения ST-206 подойдет для производства крупносерийных партий деталей в следующих отраслях:
- транспортном машиностроении;
- аэрокосмической отрасли;
- медицине.
Основные комлектующие
| Подшипники ШВП | NSK/FAG |
| Линейные направляющие | THK/INA |
| ШВП | THK/PMI |
| Привода по осям | Mitsubishi |
| Шпиндель/контршпиндель | HaoZhi |
| Подшипники шпинделя/контршпинделя | NSK/SKF |
| Пневматическая система | CKD |
| Двигатель шпинделя | Mitsubishi |
| Система автоматической смазки | Shuowa |
| Телескопическая защита | Shute |
| Станина | Shute |
| Муфта | CBN |
| Электрические компоненты | Schneider |
| Кабеля | Lapp |
Отличительные особенности
- Высокоскоростные шпиндели (8 000 об/мин) обеспечивают максимальную производительность и высокое качество обработанной поверхности (Ra до 0,63-0,8 мкм), позволяя исключить дорогостоящую шлифовальную операцию;
- Работы с калиброванным прутком (не хуже h8);
- Большие технологические возможности. Станок позволяет выполнять операции фрезерования, сверления, резьбонарезания, растачивание детали с двух сторон, то есть заменяет несколько единиц металлорежущего оборудования
- Система крепления приводного инструмента, не требующая специальных дорогостоящих приводных оправок как на обычных токарно-фрезерных центрах;
- Полноценная Y-ось. Позволяет производить полноценную фрезерную обработку;
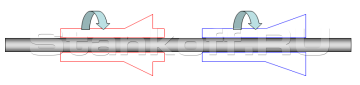
- Одновременная обработка 2-х деталей. Благодаря двухканальной обработке в главном шпинделе и противошпинделе, производительность возрастает до 2-х раз.
Схема обработки

Конструктивные особенности

Интеллектуальные функции Shute
Компания Shute разработала систему управления жизненным циклом инструмента для системы ЧПУ Mitsubishi. Система фиксирует статистику по времени стойкости инструмента, с возможностью загрузки соответствующих данных на сервер. Используя данную систему, пользователь контролирует состояние инструмента в реальном времени и может устанавливать резервные инструменты для оперативной замены изношенных позиций дублирующими без остановки программы.ATC технология от Shute – это быстрая смена инструментов по кротчайшей траектории. Система выбирает кротчайший путь между инструментальными ячейками, экономя время.

Система ЧПУ Mitsubishi M80LA
Дисплей 10,4` TFT LCD;Двухканальная работа станка, обработка двух деталей одновременно;
Все двигатели и привода Mitsubishi (Япония) – отличное быстродействие, легендарная надёжность, высокая точность и стабильность обработки;
Скорость быстрых перемещений до 32 м/мин;

Специальные функции от Shute
Благодаря специальной оболочке системы от Shute, увеличена скорость и точность управления. Предварительное считывание 30 программных циклов для точного расчета маршрута в автоматическом режиме. Система сама рассчитывает время ускорения и замедления во время обработки на основе программного маршрута. В соответствии с рассчитанной траекторией, обеспечивается контроль ускорений и торможений.Перед обработкой система рассчитывает оптимальную скорость, для проверки соответствия режимов резания, необходимым параметрам точности учитывая конфигурацию детали.
Во время обработки система автоматически выбирает кротчайший маршрут, сгенерированный с помощью интерполяции с векторной точностью.
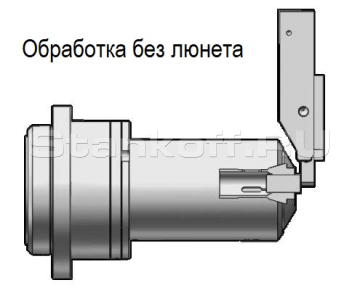

Система без держателя направляющей втулки
Используется для уменьшения остатка прутка.Применим при обработке коротких заготовок при длине заготовки меньше или равной диаметру прутка.
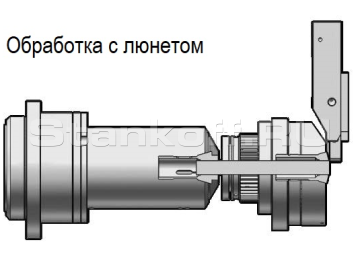
С вращающейся направляющей втулкой
Цанговый патрон и втулка вращаются одновременно.
Цельнолитая станина, ручное шабрение
На основе метода конечных элементов и модельного анализа, с учётом многочисленных оптимизаций, была разработана специальная конструкция станины с отличными показателями жесткости и виброустойчивости.Симметричная конструкции станины и дополнительное оребрение способствуют эффективному тепловому балансу.
Применение ручного шабрения самых ответственных сопрягаемых поверхностей ключевых узлов станка увеличивает коэффициент контакта, снижает вибрацию и предотвращает деформации узлов во время работы станка, что гарантировано обеспечивает геометрическую точность, точность перемещений и точность позиционирования на протяжении всего срока службы оборудования.
Детали для точной индустрии, электронной и аэрокосмической промышленности




Детали для медицинской техники и инструмента




Получаемые изделия





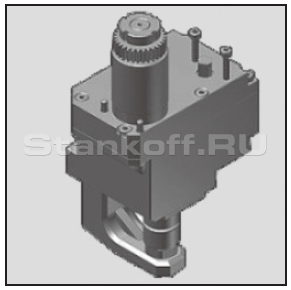
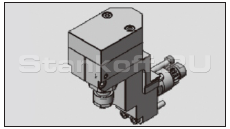
Дополнительные блоки для обработки в главном шпинделе
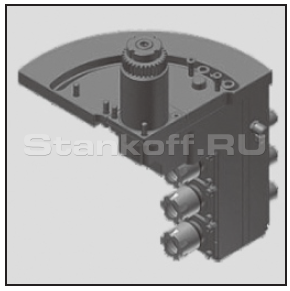
3-шпиндельный сверлильно-фрезерный блок для фронтальной и тыльной обработки с регулируемым углом поворота 0-90° (ER11, ER16).

Блок вихревого нарезания резьбы (режущая головка и вставки приобретаются отдельно).

Полигональный блок (max Ø 95 мм).
Держатель сверлильного инструмента.
Зубофрезерный блок.
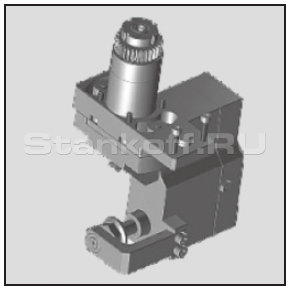
3-шпиндельный сверлильно-фрезерный блок для фронтальной и тыльной обработки (ER11, ER16).

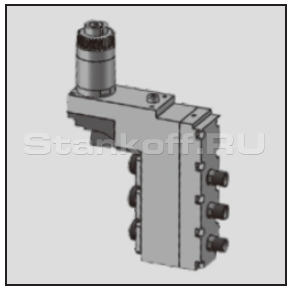
3-шпиндельный сверлильно-фрезерный блок для фронтальной и тыльной обработки с регулируемым углом поворота 360° (ER16).
Фрезерный блок для дисковых фрез (max Ø 95 мм, посадка 12,7 мм).
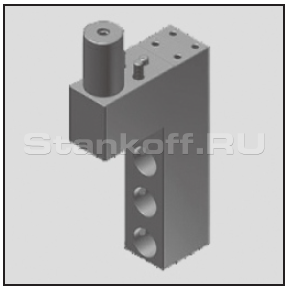
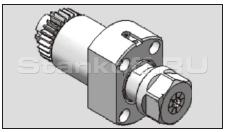
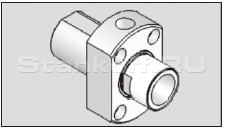
Дополнительные блоки для обработки в противошпинделе
Приводной радиальный сверлильно-фрезерный блок.
Приводной осевой сверлильно-фрезерный блок.
Держатель сверлильного инструмента.
Держатель токарного расточного инструмента.
Держатель токарного проходного/отрезного инструмента.
Дополнительный 2-позиционный держатель.
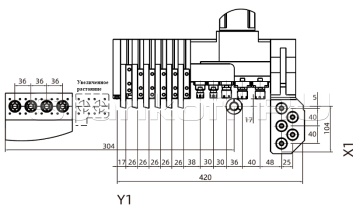
Габаритные размеры

Стандартная комплектация
- 10,4" цветной TFT LCD дисплей;
- 6-позиционный инструментальный суппорт для наружной обработки;
- 5-позиционный приводной инструментальный суппорт 3xER16, 2xER11 для радиальной обработки;
- 5+5-позиционный инструментальный суппорт ER16 для осевой обработки;
- 8-позиционный инструментальный суппорт с Y-осью для осевой обработки в контршпинделе (4 приводных + 4 статических ER16);
- Уловитель и конвейер готовых деталей;
- Люнетная система с вращающейся направляющей втулкой + без направляющей втулки;
- Подсветка рабочей зоны LED;
- Трёхцветная сигнальная лампа;
- Управляемые оси «С1» и «С2»;
- Система автоматической централизованной смазки узлов станка;
- Обдув воздухом люнетного узла;
- Набор цанг ER16;
- Теплообменник электрошкафа;
- Трансформатор;
- Контроль отрезки детали;
- Комплект инструмента для обслуживания станка;
- Комплект документации на русском языке;
- Конвейер для уборки стружки с корзиной;
- Уловитель масляного тумана (электростатический);
- Система подачи СОЖ 70 бар;
- Автоматическое гидравлическое устройство подачи прутка LNS XT-320 L=3,2м;
- Комплект цанг: Ø10, 16, 20 мм главный шпиндель, люнетная, противошпиндель, податчик.
Дополнительные опции
- Устройство задней выгрузки длинных деталей для противошпинделя;
- Функция обработки с переменной частотой (LFV);
- Уловитель паров СОЖ - электростатический (входит в стандартную комплектацию станка);
- Помпа подачи СОЖ 70 бар (входит в стандартную комплектацию станка);
- Система пожаротушения;
- Конвейер для стружки с корзиной(входит в стандартную комплектацию станка);
- Податчик прутка - LNS XT320 (3-20мм) – 3,2м (входит в стандартную комплектацию станка);
- Податчик прутка - LNS SN542 (5-42мм) – 3,2м;
- Податчик прутка - LNS GT342 (3-42мм) – 3,2м;
- Комплект цанг для станка Shute ST-203II (ф3,4,5,6,8,10,12,14,16,18мм);
- Комплект цанг для станка Shute ST-205II / 206 (ф3,4,5,6,8,10,12,14,16,18мм);
- Набор цанг ER11-13 (1;1.5;2;2.5;3;3.5;4;4.5;5;5.5;6;6.5;7);
- Набор цанг ER16-10 (1,2,3,4,5,6,7,8,9,10).
| Диапазон обрабатываемых диаметров, мм | 3-20 |
| Максимальная длина обработки, мм | 240 |
| Максимальный диаметр сверления, мм | 10 |
| Максимальный диаметр нарезаемой резьбы | М8 |
| Система ЧПУ | Mitsubishi M80A |
| Количество позиций инструмента для наружной обработки | 6 |
| Количество позиций инструмента для осевой обработки в контршпинделе | 4 приводных ER16, 4 статических ER16 |
| Количество приводных инструментальных позиций для радиальной обработки | 2(ER11) 3 (ER16) |
| Количество позиций инструмента для осевой обработки в шпинделе | 5+5 (ER16) |
| Размер державки токарного инструмента, мм | 12х12 - 5 поз.; 16x16 - 1 поз. |
| Диаметр отверстия шпинделя, мм | 23 |
| Диаметр отверстия контршпинделя, мм | 20 |
| Количество управляемых осей (с учетом осей C1 и C2) | 8 |
| Частота вращения главного шпинделя, об/мин | 8000 |
| Частота вращения контршпинделя, об/мин | 8000 |
| Частота вращения приводного инструмента, об/мин | 5000 |
| Индексация поворота осей C, град. | 0,001 |
| Точность позиционирования, мм | 0,005 |
| Точность позиционирования, мм | 0,003 |
| Ускоренные перемещения по осям Y1/Z1/X2, м/мин | 32 |
| Ускоренные перемещения по осям X1/Y2, м/мин | 20 |
| Ускоренные перемещения по осям Z2, м/мин | 24 |
| Мощность привода по осям, кВт | 1 |
| Мощность двигателя главного шпинделя, кВт | 2,2/3,7 |
| Мощность двигателя контршпинделя, кВт | 1,5 / 2,2 |
| Мощность двигателя приводного инструмента, кВт | 1 |
| Потребляемая мощность, кВА | 11 |
| Габариты станка, мм | 2760х1480х1780 |
| Вес станка, кг | 2800 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770