Автомат продольного точения SA32B


+7 (995) 888-07-13



Детальное описание
- Полный цикл обработки за один установ: наличие противошпинделя позволяет завершать деталь без дополнительных операций на других станках — вы экономите время и снижаете производственные издержки.
- Одновременная обработка с двух сторон: оси X2 и Z2, а также приводные инструменты с обеих сторон обеспечивают высокую производительность и сокращение времени цикла.
- Высокая точность и стабильность: индексация оси C (0,001°) и жесткая конструкция позволяют изготавливать детали с высокой степенью повторяемости.
- Универсальность обработки: до 20 инструментальных позиций, включая приводные, осевые, радиальные и Y-ось, позволяют обрабатывать фасонные элементы, отверстия, резьбы и пазы — всё на одном станке.
- Современная ЧПУ Fanuc 0i-TF Plus с удобным интерфейсом и поддержкой широких опций автоматизации и мониторинга.
- Минимальное участие оператора: встроенные системы выгрузки деталей, подачи прутка и мониторинга расхода СОЖ делают SA32B практически полностью автономным.
- Станок отличается высокой жёсткостью и точностью благодаря монолитной станине из сплава Mechanite с системой виброгашения, линейным направляющим класса P7, прецизионным ШВП и датчикам позиционирования японского и немецкого производства.
Схема расположения инструментов
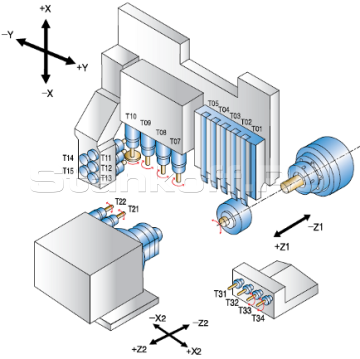
* позиции Т33, Т34 стационарные (опционально – приводные)

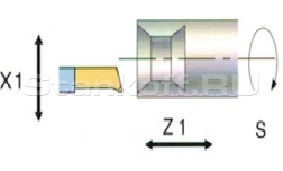
Примеры обработки на автомате продольного точения
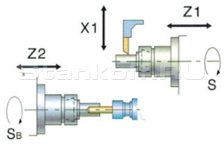
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе).
Одновременное нарезание резьбы в главном шпинделе и противошпинделе.
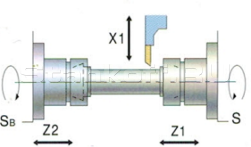
Обработка детали при синхронизации главного и противошпинделя.
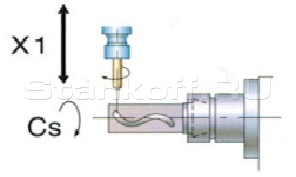
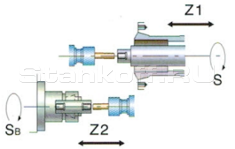
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя.

Одновременное внецентренное сверление в главном шпинделе и противошпинделе.
Внутренняя обработка при синхронизации движения по осям.
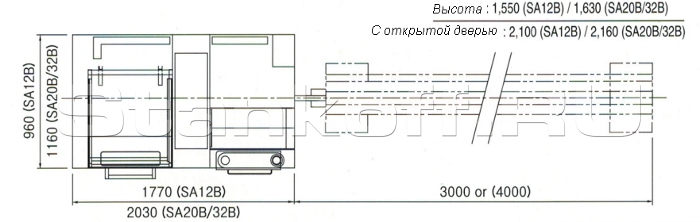
Рабочее расположение оборудования
Комплектация

Вращающаяся направляющая втулка
Является компонентом вращающейся люнетной цанги, которая обеспечивает дополнительную точку опоры для повышения жесткости при обработке.В автоматах продольного точения главный шпиндель является подвижным узлом, перемещающимся по оси Z1. Главный шпиндель производит закрепление прутковой заготовки в цанговом патроне и осуществляет ее подачу в рабочую зону, проходя через люнетную цангу.
Такая конструкция является главной особенностью станков данного типа и позволяет производить обработку длинных деталей с высокой точностью и жесткостью.
Люнетная цанга приводится в движение с помощью ременной передачи от главного шпинделя, синхронизируя вращение через редуктор 1:1.

Датчик расхода СОЖ
Позволяет контролировать наличие СОЖ в баке. Возможно установить min и max уровень СОЖ, при достижении min отметки происходит автоматическое оповещение на экране стойки ЧПУ.
Настройщик длины вылета инструментов
Позволяет конролировать длину инструмента при их замене (выходе из строя). Крепление к инструментальному блоку происходит за счет магнитной основы. В комплект входят два настройщика: для осевого инструмента и для резцов.Стандартная комплектация
- Система ЧПУ Fanuc 0i-TF Plus;
- Главный шпиндель (прямой build-in привод) и противошпиндель (ременный привод);
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус – ось С;
- Интерфейс податчика прутка;
- Вращающаяся направляющая втулка;
- Блок приводных инструментов для радиальной обработки на 4 позиции;
- Блок инструментов оси Y на 5 позиций;
- Блок приводных инструментов для обработки в главном шпинделе на 2 позиции;
- Блок инструментов для обработки в противошпинделе на 4 позиции (в стандарте 4 фиксированные, опционально – приводные 2–3 позиции);
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей;
- Блокировка двери;
- Пневматический тормоз главного шпинделя (дисковый) и противошпинделя;
- Размер памяти 2560М;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройщик длины вылета инструментов;
- Набор инструментов для обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка.
Дополнительные опции
- Промыв отверстия противошпинделя СОЖ (маслом) по М-коду. Обеспечивает более качественную очистку от стружки и мелких частиц. В стандартной комплектации используется обдув воздухом.
- Неподвижная направляющая втулка. Используется для обработки прутков диаметром менее 4 мм и латунных заготовок. Она увеличивает длину обработки и уменьшает остаток материала благодаря минимальному трению и фиксированной конструкции.
- Устройство выгрузки длинных деталей. Применяется при длине деталей более 80 мм и обеспечивает транспортировку готовых изделий через полую трубу в боковую корзину, исключая при этом систему продува/промыва отверстия противошпинделя.
- Датчик контроля отрезки деталей. Отслеживает корректность отрезных операций, проверяя поворот одного шпинделя при зафиксированной заготовке в обоих шпинделях, что позволяет выявить сбои программы или поломки инструмента.
| Макс. диаметр устанавливаемого прутка, мм | Ø32 |
| Макс. длина точения, мм | 210 |
| Макс. диаметр сверления/резьбонарезания в главном шпинделе, мм | Ø12 / M10 |
| Макс. диаметр противошпинделя, мм | Ø32 |
| Макс. диаметр сверления/резьбонарезания в противошпинделе, мм | Ø10 / M8 |
| Макс. диаметр радиального сверления/резьбонарезания, мм | Ø10 / M8 |
| Макс. диаметр торцевой фрезы, мм | Ø40 |
| Частота вращения главного шпинделя, об/мин | 8000 |
| Частота вращения противошпинделя, об/мин | 8000 |
| Частота вращения приводного инструмента, об/мин | 6000 |
| Общее количество инструментальных позиций, шт | 20 |
| Позиции для токарной обработки в главном шпинделе, шт | 5 |
| Позиции радиального приводного инструмента, шт | 4 |
| Позиции осевого инструмента для главного шпинделя (ось Y), шт | 5 |
| Позиции торцевого приводного инструмента (главный шпиндель), шт | 2 |
| Позиции осевого инструмента в противошпинделе, шт | 4 (фиксированные), опция: 2–3 приводные |
| Размер инструмента в резцедержателе, мм | 16×16×120 |
| Ускоренные перемещения по осям X/Y/Z, м/мин | 32 |
| Позиционирование оси C1 (главный шпиндель), градус | 0,001 |
| Позиционирование оси C2 (противошпиндель), градус | 0,001 |
| Мощность двигателя главного шпинделя, кВт | 5,5 / 7,5 |
| Мощность двигателя противошпинделя, кВт | 1,5 / 2,2 |
| Мощность радиального приводного инструмента, кВт | 1 |
| Мощность осевого приводного инструмента, кВт | 0,75 |
| Мощность двигателя помпы СОЖ, кВт | 0,9 |
| Мощность двигателя системы смазки, кВт | 0,04 |
| Контроллер | Fanuc 0i-TF Plus |
| Количество управляемых осей, шт | 7 |
| Дискретность данных, мм | 0,001 |
| Монитор (стойка), дюйм | 10,4" LCD |
| Объём бака гидростанции, л | 200 |
| Высота центров, мм | 1000 |
| Габариты (Д×Ш×В), мм | 2270×1480×1630 |
| Вес, кг | 3100 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770